




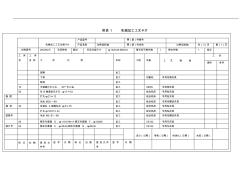
附表 1 机械加工工艺卡片 机械加工工艺过程卡片 产品型号 零(部)件图号 产品名称 过桥齿轮轴 零(部)件名称 过桥齿轮轴 共( 3)页 第( 1)页 材料牌号 20CrMnTi 毛坯种类 型材 毛坯外型尺寸 φ140mm×685mm 每毛坯可制件数 1 每台件数 1 备注 工 序 号 工 序 名 称 工 序 内 容 车间 工段 设备 工 艺 装 备 工 时 准终 单件 型钢 金工 下料 金工 切割机 专用切割夹具 除刺 金工 10 平端面打中心孔, 60°中心钻 金工 X60W 专用铣夹具 20 在 B 端面钻孔扩孔 φ17×53 金工 组合机床 专用钻夹具 描 图 扩孔φ21×12 金工 组合机床 专用钻夹具 攻丝 M20—6H 金工 组合机床 专用攻螺纹夹具 描 校 30 反装在 A 端面钻孔 φ5×75 金工 组合机床 专用钻夹具 扩孔φ16H7×44 金工 组合机床 专
太原理工大学阳泉学院 课程设计说明书 班 级: 04机制三班 姓 名: 王 豆 豆 学 号: 0405110061 指导教师: 赵 彤 涌 成绩 评阅 教师 日期 目录 设计要求 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 一、 零件的分析 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 ⒈零件的主要技术要求 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .... ⋯⋯⋯⋯⋯⋯ ....3 ⒉零件的工艺分析 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .11 二、 工艺规程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ⋯⋯⋯⋯⋯ 11 ⒈确定毛坯的制造形式 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ⋯⋯⋯⋯⋯ ....11 ⒉基面的选择 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ⋯⋯⋯⋯⋯ ....11 ⒊制订工艺路线 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .12 ⒋机械加工余量、工序尺寸及毛坯尺寸的确定
热门知识
齿轮轴加工工艺-
话题: 水利水电juebanlomao
精华知识
齿轮轴加工工艺-
话题: 地产家居w879716926
最新知识
齿轮轴加工工艺-
话题: 地产家居ouyangtt907
-
话题: 工程造价dsfdsdfs8217
齿轮轴加工工艺相关专题
- 离心泵与齿轮泵的区别
- 转子泵是齿轮泵
- 锥齿轮减速器毕业设计
- 自动档齿轮油多少钱一升
- 长城齿轮油多少钱一桶
- 长城h6齿轮油多少钱
- 怎么手工制作塑料齿轮
- 怎么挑选cbg2063齿轮泵价格
- 展开式二级圆柱齿轮减速器
- 直齿锥齿轮用什么材料做的
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 制定机械加工劳动定额切削用量时间标准若干问题
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 中国工艺美术学会玻璃艺术专业委员会理事会
- 中朝鸭绿江界河公路大桥钢锚梁、钢牛腿制造工艺
- 增建二线铁路线间距偏小地段石方爆破施工工艺