
- 首页 >
- > 承口闸制(HT200灰口铸铁)
更新时间:2025.05.10




灰口铸铁的补焊工艺 摘 要:采用灰口铸件的补焊工艺方法,可有效地防止裂纹的产生,使焊缝有一 定的塑性和强度,并有较好的机加工性和抗裂性。 关键词 :灰口铸铁;补焊;熔合比;焊接工艺;热影响区 铸铁的焊接,主要应用于铸件的补焊。灰口铸铁补焊时,容易产生白口〔 1, 2〕,以及出现裂纹等问题。当焊缝强度较高而母材强度较低时,容易产生剥离。 尤其对于大面积的裂纹补焊是不容易获得成功的。 因此在制定补焊工艺时, 对铸 件的缺陷要进行具体分析, 尽量减小熔合比,调整热影响区,松驰焊接应力〔3〕, 才能使大面积的裂纹补焊获得成功。下面主要介绍 HT20-40灰口铸铁的补焊工 艺,并作理论探讨。 1 材料及焊前准备 某一产品的缸体,材料为 HT20-40灰口铸铁,厚度为 18 mm。裂纹程度:且 横、纵向交错,有穿透和未穿透的。 (1) 钻止裂孔:在距离裂纹末端 2~3 mm处钻一个直径为 6~8 mm
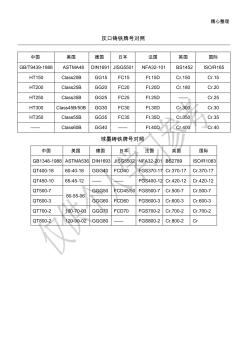
精心整理 灰口铸铁牌号对照 中国 美国 德国 日本 法国 英国 国际 GB/T9439-1988 ASTMA48 DIN1691 JISG5501 NFA32-101 BS1452 ISO/R185 HT150 Class20B GG15 FC15 Ft.15D Cr.150 Cr.15 HT200 Class25B GG20 FC20 Ft.20D Cr.180 Cr.20 HT250 Class35B GG25 FC25 Ft.25D —— Cr.25 HT300 Class45B/50B GG30 FC30 Ft.30D Cr.300 Cr.30 HT350 Class55B GG35 FC35 Ft.35D Cr.350 Cr.35 —— Class60B GG40 —— Ft.40D Cr.400 Cr.40 球墨铸铁牌号对照 中国 美国 德国 日本 法国 英国 国
热门知识
承口闸制(HT200灰口铸铁)-
话题: 室内设计liyuan198736
-
话题: 室内设计zhonglaoda
-
话题: 工程造价smallcat280
精华知识
承口闸制(HT200灰口铸铁)-
话题: 工程造价yieryiyieryi
最新知识
承口闸制(HT200灰口铸铁)相关问答
承口闸制(HT200灰口铸铁)
专题概述
承口闸制(HT200灰口铸铁)知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关承口闸制(HT200灰口铸铁)最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:承口闸制(HT200灰口铸铁)
相关话题
资料下载
相关资讯
承口闸制(HT200灰口铸铁)相关专题
- 抗冲型UPVC硬塑管,承插粘接
- 可以对外墙承重墙开孔吗
- 可以把承重墙拆改
- 空调风口套什么定额
- 空心板承重荷载是多少
- 快拧接头能承受多少压力
- 框支柱承受的剪力怎么调整
- 梁式承台配筋如何定义
- 梁式桩承台原位标注
- 梁下窗间墙是承重墙
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 以变性剂石灰石—磷渣混合物为基料的白色硅酸盐水泥
- 以遗产传承为核心的都江堰市城乡灾后重建规划与实施
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 张家口市中心城区污水排水管网在线监测系统设计
- 中国水电联合体13亿美元总承包尼日利亚水电站项目
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国水电集团承建的广西桥巩水电站3号机组投产发电
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 中国抹灰砂浆行业市场前景分析预测年度报告(目录)