




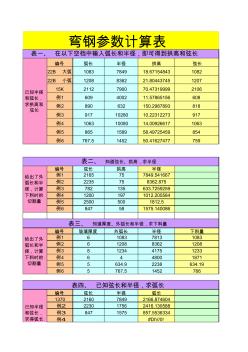
编号 弧长 半径 拱高 弦长 22B 大弧 1083 7849 18.67154843 1082 22B 小弧 1208 8362 21.80443745 1207 15K 2112 7900 70.47319999 2106 例1 609 4002 11.57865156 608 例2 890 632 150.2987893 818 例3 917 10280 10.22312273 917 例4 1063 10080 14.00926617 1063 例5 865 1589 58.49725459 854 例6 767.5 1452 50.41627477 759 编号 弦长 拱高 半径 例1 2165 75 7849.541667 例2 2235 75 8362.875 例3 782 135 633.7259259 例4 1200 197 1012.205584 例5
玻璃纤维增强聚丙烯 (PP)作为一种通用热塑性增强复合材料, 具有弹性模量高、强度 高、热变形温度高、尺寸稳定性好、价格低廉等优点,应用十分广泛。在配方与挤出机螺 杆结构一定的情况下,加工工艺条件是影响复合材料与制品性能的重要因素,为获得性能 优异的玻纤增强 PP复合材料,本文在优化复合材料配方的基础上, 讨论了加工工艺对材料 性能的影响。 1 实验部分 1.1 主要实验原料 PP( 共聚物 ) 齐鲁石化公司 无碱玻璃纤维 市售 偶联剂 KH-550 南京曙光化工厂 PP-g-MAH 自制 其他助剂 市售 1.2 主要仪器设备 双螺杆挤出机 (SHJ-55) 南京科亚橡塑机械公司 注塑成型机 (CT-1250) 香港震雄集团 电子万能试验机 (WDS-10型) 济南试验机厂
热门知识
超长玻璃-
话题: 地产家居aidi101010
-
话题: 计价依据bjxinquanda
精华知识
超长玻璃-
话题: 工程造价wxzhufen8770
-
话题: 工程造价lwawql1314
最新知识
超长玻璃-
话题: 工程造价philip6688
-
话题: 工程造价liangjingxue
超长玻璃相关专题
- 卡套接头的安装方法
- 开窗帘店要考虑什么因素
- 开窗口是否影响整体消防
- 开窗帘店要自己会做
- 卡特挖掘机室内图片
- 开敞阳台装饰装修
- 开窗帘店利润大
- 开窗帘店要什么条件
- 开窗器的介绍
- 开关插座安装顺序
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 云母/氟磷灰石生物玻璃陶瓷的体内外生物学性能
- 增韧双马来酰亚胺树脂及其玻璃布层压板的制备与性能
- 义龙丽景都市公寓门窗玻璃安装分项工程监理实施细则
- 中国光电玻璃行业市场前景分析预测年度报告(目录)
- 能跨越水平窗框障碍的玻璃幕墙清洗机器人的设计
- 中国工艺美术学会玻璃艺术专业委员会理事会
- 中国建筑材料科学总院石英玻璃专业的创建与发展
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 印发关于促进平板玻璃工业结构调整的若干意见的通知
- 有关A级防火保温材料玻璃岩棉玻化砂浆等的对比分析
- 支承在弹性边界上的双曲面单层索网玻璃幕墙试验
- 原始记录-岩棉(矿物棉、玻璃棉)及制品的体积密度
- 有机玻璃、普通玻璃、高硼硅玻璃及石英的区别与应用
- 中国玻璃幕墙工程行业市场前景分析预测报告(目录)