




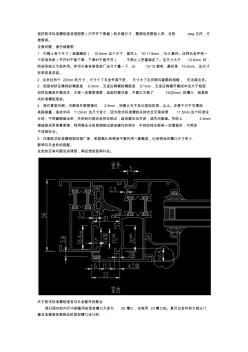
我把欧式标准槽铝型材型腔图(内平开下悬窗)的关键尺寸,整理后把图贴上来,另附 dwg 文件,方 便查阅。 注意问题,请仔细看图 1.内扇上有个尺寸(我画圈的) 10.5mm 这个尺寸,基本上 10-11.5mm,10.5最好。这种五金件有一 个防误系统(平开时不能下悬,下悬时不能平开) ,不然让人把窗端走了。这尺寸大于 12.6mm 时, 防误系统已不起作用。你可以拿各家型材厂这尺寸量一下,从 10-13 都有,最好是 10.5mm,这尺寸 非常容易忽视。 2.合页处有个 22mm 的尺寸,尺寸小了五金件装不进, 尺寸大了合页侧与窗扇料相碰, 无法装合页。 3.铝型材挤压模具的精度是 0.3mm,五金压铸模的精度是 0.1mm,五金压铸模开模成本远大于铝型 材挤压模具开模成本,大家一定要想清楚,选型材要注意,不要以为做了 15/20mm 的槽口,就是欧 式标准槽铝型材。 4.我们看室外侧,
我把欧式标准槽铝型材型腔图(内平开下悬窗)的关键尺寸,整理后把图贴上来,另附 dwg 文件,方 便查阅。 注意问题,请仔细看图 1.内扇上有个尺寸(我画圈的) 10.5mm 这个尺寸,基本上 10-11.5mm,10.5最好。这种五金件有一 个防误系统(平开时不能下悬,下悬时不能平开) ,不然让人把窗端走了。这尺寸大于 12.6mm 时, 防误系统已不起作用。你可以拿各家型材厂这尺寸量一下,从 10-13 都有,最好是 10.5mm,这尺寸 非常容易忽视。 2.合页处有个 22mm 的尺寸,尺寸小了五金件装不进, 尺寸大了合页侧与窗扇料相碰, 无法装合页。 3.铝型材挤压模具的精度是 0.3mm,五金压铸模的精度是 0.1mm,五金压铸模开模成本远大于铝型 材挤压模具开模成本,大家一定要想清楚,选型材要注意,不要以为做了 15/20mm 的槽口,就是欧 式标准槽铝型材。 4.我们看室外侧,
热门知识
槽铝型材-
话题: 建筑设计cxl99153531
精华知识
槽铝型材-
话题: 工程造价jackyzhen08
-
话题: 装修工程floatingsky
最新知识
槽铝型材-
话题: 计价依据cra1937945
-
话题: 工程造价fengzhu1973
槽铝型材相关专题
- 双槽铝型材有什么特点
- 槽铝型材规格
- 槽铝套什么定额
- 浙江槽铝型材
- 江苏槽铝型材
- t型槽铝型材
- 深圳槽铝型材
- 槽铝型材
- 小规格槽铝型材
- u型槽铝型材规格
- 可替代现有隔热保温材料的新型材料
- 圆管方管角铝槽铝(20200929163753)
- 关于发布行业产品标准建筑用隔热铝合金型材公告
- 建筑铝合金型材有机聚合物喷涂膜性能分析及质量评价
- 建筑材料铝合金挤压型材存在问题及原因分析
- 基于防护热箱法门窗型材传热系数检测仪器设计
- 铝合金建筑型材表面膜试验研究报告会
- 建筑用隔热铝合金型材穿条式
- 铝型材及铝板材氟碳喷涂质量检验标准
- 氙弧灯和QUV对PVC-U异型材进行老化变色分析
- 年产5万吨PVC塑料异型材项目可行性研究报告申请报告
- 普立万推出电气电子工业用新型材料
- 大连特钢小型材分公司成功实现180mm方坯轧制技术改造
- 铝合金建筑型材GB5237-2004的理解与体会
- 传统水泥粘贴瓷砖法VS新型材料粘贴瓷砖法瓷砖施工须注意
- 铝合金门窗转角型材
- 成都协和水利水电工程有限公司防渗堵漏补强加固新型材料