
- 首页 >
- > CAD注塑车间布局图
更新时间:2025.04.13



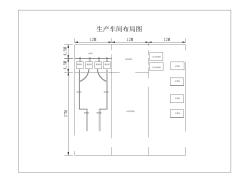

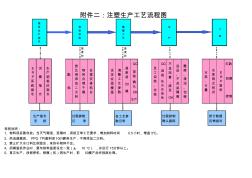
QC QC 欠数 首 检 巡 检 50 确 认 OK 生产 特别说明: 1、物料须妥善存放。当天气潮湿、受潮时,须按正常工艺要求,增加烘料时间 0.5小时,增温 5℃。 2、热流道模具、 PPO、TPU物料须100%原料生产,不得添加二次料。 3、禁止扩大水口料比例混合,来弥补物料不足。 4、须模温机作业时,要与烘料温度设定一致(± 10 ℃) ,并运行 15分钟以上。 5、首次生产、放假停机、修模(机)再生产时,前 50模产品作报废处理。 附件二:注塑生产工艺流程图 E R P 系 统 指 令 生 产 部 临 时 指 令 配 色 调 整 工 艺 参 数 报 废 前 试 模 指 令 按 比 例 添 加 二 次 料 控制 良 品 、 不 良 品 隔 离 整 修 、 清 洁 、 包 装 分 类 、 计 量 仓 库 再 次 校 对 E R P
专题概述
CAD注塑车间布局图知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关CAD注塑车间布局图最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:CAD注塑车间布局图
相关话题
资料下载
相关资讯
CAD注塑车间布局图相关专题
- cad2019渲染教程
- maya2019渲染
- maya2019渲染教程
- cad2019三维图怎么渲染
- 安全座椅3d模型
- 安全出口指示灯3d模型
- 按钮开关3d模型下载
- 安全椅CAD图块
- 按摩床CAD图块
- 安检闸机su模型
- 中国工程图学学会成立工程与制造系统集成化分会
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国大规模非并网风电与海水淡化制氢基地的链合布局
- 整套施工进度计划网络图、横道图、平面图和相关附表
- 圆弧形平面建筑的施工测量及绘图软件在测设中的应用
- 整套施工进度计划网络图、横道图、平面图及相关附表
- 医疗垃圾破碎机破碎装置的结构设计含全套CAD图纸
- 中国水利工程协会五大员(资料员)考题B80分截图
- 工程项目管理流程图
- 工程部管理制度流程图
- 关于开展工程勘察设计与施工图审查质量检查活动通知
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 关于铁路新体制下强化地方铁路公司车间安全管理探索
- cpu哪个牌子好
- CAD建筑绘图考试
- 纯净模式什么意思
- 常德市茶源茶楼
- 成都太古里内部图片
- 车载凯立德地图下载
- 川渝文化坝坝宴壁雕图片
- cad祥云图案
- cad合并图形
- 长宁古北黄金豪园房型图
- cad水刀拼花免费下载
- cad床头背景墙立面图
- 厨房地面需要做防水吗
- 成都蓝光观岭悦庭酒店
- cad标注数字默认字体
- 潮白河四季澜湾
- 潮白家园一期楼盘详情
- 长沙恒大雅苑楼盘详情
- 常州龙湖香醍漫步别墅
- 长沙中建梅溪湖壹号
- 成都佳兆业君汇上品
- 春晓龙湖滟澜海岸洋房
- 重庆翠湖天地loft公寓
- 潮白河孔雀英国宫6期
- cad图形排版软件
- cad安防图块
- cad电路图图块
- cad山水画图块
- 穿脱隔离衣操作视频
- clp配电箱是什么意思