





焊缝符号表示法 GB 324-88 国家技术监督局 1988-12-10 批准 1989-07-01 实施 1 主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2 引用标准 GB 5185 金属焊接及钎焊方法在图样上的表示代号 3 总则 3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。 但也可采用技术制图 方法表示。 3.2 焊缝符号应明确地表示所要说明的焊缝, 而且不使图样增加过多的注解。 3.3 焊缝符号一般由基本符号与指引线组成。 必要时还可以加上辅助符号、 补充符号和焊 缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。 3.4 为了方便, 允许制定专门的说明书或技术条件, 用以说明焊缝尺寸和焊接工艺等内容。 必要时也可在焊缝符号中表示这些内容。 4 符号 4.1 基本符号 基本符号是表示焊缝横截面形状的
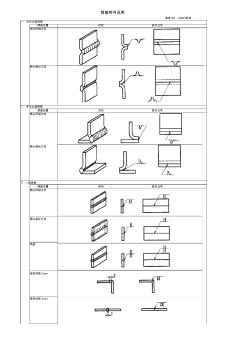
参考JIS-Z3021标准 一,双法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 三, I型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 两面 板材间距 2mm 板材间距 2mm 焊接符号说明 闪光焊接 摩擦压接 四,V型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度 16mm 坡口开口角度 60° 板材间距 2mm 完全熔透焊接 板厚12mm 坡口开口角度 45° 使用垫板 板材间距 4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口开口角度 60° 板材间距为0 五,X型焊接 焊接位置 形状 表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接 闪光焊接 摩擦压接 坡口深度 箭头方向 16
热门知识
cad焊接符号精华知识
cad焊接符号-
话题: 工程造价zhongdj2110
最新知识
cad焊接符号-
话题: 工程造价xiaogang7065
-
话题: 地产家居minwangxing
cad焊接符号相关专题
- 卡特390D挖掘机图
- 卡纸用铅笔怎么画
- 开个图文店都需要什么
- 开式齿轮和闭式齿轮区别图
- 看不懂图纸怎么办
- 看过来照明系统图
- 看不懂图纸
- 看工程图纸用什么软件好
- 看通风、防排烟图纸问题
- 坎儿井原理示意图
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 有关CAD技术在水利工程设计中的实际应用方法
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 医疗垃圾破碎机破碎装置的结构设计含全套CAD图纸
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 基于CAD/CAE汽车右前开关控制面板注射模设计
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况