




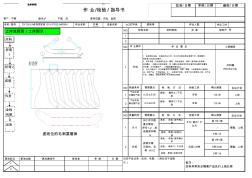
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
霸州五金冲压件相关专题
- 霸州浩天五金厂
- 河北霸州五金厂
- 霸州市五金城
- 霸州市五金家民
- 霸州五金
- 霸州卫浴五金厂
- 霸州永益五金厂
- 霸州五金冲压件
- 霸州五金厂
- 霸州市五金制品
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 第二届中国南宁国际建筑装饰五金及工具展览会
- 建筑五金技术全参数表
- 建筑门窗五金件单点锁闭器
- 五金手动工具分类大全
- 五金市场群农民还房支路施工安全方案培训资料
- 1亿件隧道专用注浆防水材料配套五金件项目可行性研究报告
- 32mm系列拆装式自装配家具五金件及其结构设计
- 十三五重点项目五金打造钢材项目可行性报告
- 恭贺中国五金制品协会建筑五金分会第二届理事会成功换届
- 十三五重点项目金属材料五金机电项目可行性研究报告
- 水泥门窗框成型机具、小五金固定材料及方法研制
- 中山市文顺五金有限公司新建项目环境影响报告书简本
- M3312用于1、2、3级设备奥氏体不锈钢冲压件
- 四川绵阳高新五金机电城项目可行性报告
- CAE仿真技术在空调冲压件模具设计和制造中应用
- 上海桃松五金建筑材料有限公司企业信息报告