




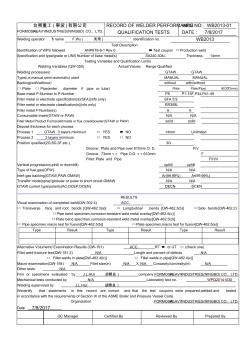
台朔重工 (寧波 )有限公司 FORMOSA HEAVY INDUSTRIES (NINGBO) CO., LTD. RECORD OF WELDER PERFORMANCE QUALIFICATION TESTS WPQ NO: WB2013-01 DATE: 7/8/2017 Welding operator ’s name F.Wu ( 吳飛 ) Identification no. WB2013 Test Description Identification of WPS followed ANP8T8-8-1 Rev.0 ■ Test coupon □Production weld Specification and type/grade or UNS Number
重庆旭跃电镀设备有限公司 不锈钢氩弧焊 作业指导书 编制: 审核: 审批: 自 年 月 日起发布执行 1.目的 为规范焊工操作, 确保焊接质量, 不断提高焊工实际操作水平, 特编制本作 业指导书。 2.编制依据 2.1设计图纸 2.2手工 氩弧焊技术机器应用 2.3《焊工技术考核规程》 3.焊前准备 3.1焊接材料: 焊丝 H1Cr18Ni9Ti,Φ1、Φ1.5、Φ2.5、Φ3mm。 焊丝应有制造商合格证,焊丝在使用前应清除锈迹及其他污物,露 出金属光泽。 3.2 氩气 气瓶上应有出厂合格标签,纯度≥ 99.95%,所用流量 6-9 升 /分钟, 注意瓶内应留 0.5Mpa气体,以保证充氩纯度。 3.3 3.3.1 采用直流焊机 3.3.2 氩气减压器应开关自如,无漏气现象,不可先开流量计,后开气 瓶,以免造成高压气直冲低压,损坏流量计。关时要先关流量计后,再 关气瓶。 3.4 常用其他
不锈钢氩弧焊丝相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)