




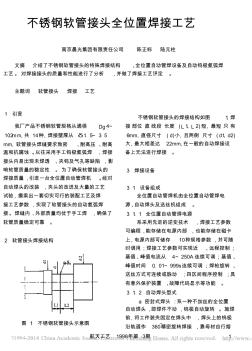
不锈钢软管接头全位置焊接工艺 南京晨光集团有限责任公司 陈正标 陆元柱 文摘 介绍了不锈钢软管接头的特殊焊接结构 、全位置自动管焊设备及自动钨极氩弧焊 工艺。对焊接接头的质量和性能进行了分析 ,并做了焊接工艺评定 。 主题词 软管接头 焊接 工艺 1 引言 我厂产品不锈钢软管规格从通径 Dg 4~ 102mm,共 14种, 焊接壁厚从 δ1. 5~ 3. 5 mm, 软管接头焊缝要求致密 、耐高压 、耐高 温和抗腐蚀 。以往采用手工钨极氩弧焊 , 焊接 接头内易出现未焊透 、夹钨及气孔等缺陷 , 影 响软管质量的稳定性 。为了确保软管接头的 焊接质量 ,引进一台全位置自动管焊机 。经对 自动焊头的改装 , 夹头的改进及大量的工艺 试验 , 摸索出一套切实可行的装配工艺及焊 接工艺参数 ,实现了软管接头的自动氩弧焊 接。焊缝内 、外部质量均优于手工焊 , 确保了 软管质量稳定可

不锈钢软管作为承压管件,安装于设备管道系统中,其安装工艺复杂,安装技术要求高。本文参照国家现行的有关标准,以及部分金属软管生产厂的产品样本和使用说明,结合实际安装经验,总结了不锈钢软管在设计选用和工程安装中应注意的一些问题,供在以后软管应用中参考。
热门知识
不锈钢软管接头价格-
话题: 工程造价fenger2403
-
话题: 室内设计kendal3335
-
话题: 室内设计huangxw006
精华知识
不锈钢软管接头价格最新知识
不锈钢软管接头价格-
话题: 室内设计186****3369
-
话题: 室内设计xueqiangma
-
话题: 装修工程hefufeng851
不锈钢软管接头价格相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中国漩涡气泵价格
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 招标代理服务收费标准计价格[2002]1980号
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 关于转发水利工程供水价格核算规范(试行)通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 工程造价管理中工程材料价格
- 关于调整工程主要材料结算价格加强建设工程材料价格
- 关于建设工程工料机价格涨落调整与确定工程造价意见
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 各品牌商标锌锭最新价格表
- 工程量清单模式费用构成和国外建设工程项目价格构成
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家发展改革委发出通知做好成品油和电力价格调整工作
- 不锈钢隔膜泵品牌排行榜