




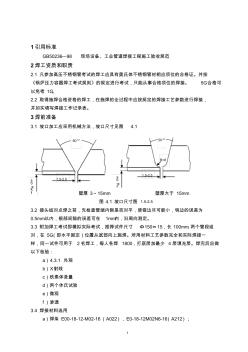
1 1引用标准 GB50236—98 现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1 凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。 5G合格可 以免考 1G。 2.2 取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1 坡口加工应采用机械方法,坡口尺寸见图 4.1 壁厚 3~15mm 壁厚大于 15mm 图 4.1 坡口尺寸图 1.5-2.5 3.2 接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在 1mm内,沿周向测定。 3.3 附加焊工考试即模拟实际考试,推荐试件尺寸 Ф150×15,长 1
河南机电高等专科学校 毕业论文任务书 系 部: 材料工程系 专 业: 焊接技术及自动化 学生 姓 名 : 吴春辉 学 号 : 051306137 论文题目 : 15GrMo 高压不锈钢管焊接工艺 起 迄 日 期 : 2008 年 3 月 15 日~ 6 月 12 日 指 导 教 师 : 吴 金 杰 年 月 日 毕 业 论 文 任 务 书 1.本毕业论文课题来源及应达到的目的: 本课题来源于焊接实际工程生产。 通过本课题的分析应具备 15GrMo 钢管的焊接性,焊接特点、所选焊 接方法的特点、 15GrMo 钢管常用的焊接方法焊接工艺的拟定、焊接性操 作试验、试验结果分析及毕业论文撰写等基本技能 。 2.本毕业论文课题任务的内容和要求(包括原始数据、技术要求、工作要 求等): 1、第 1—2周 查阅资料,完成准备工作; 2、第 3—4周 进入论文分析阶段; 3、第 5—8 周 进行
热门知识
不锈钢管焊接工艺-
话题: 工程造价liulan5637
-
话题: 装修工程a453150021
-
话题: 室内设计fafasd114481
-
话题: 地产家居gzj19831984
精华知识
不锈钢管焊接工艺最新知识
不锈钢管焊接工艺-
话题: 工程造价xiaohan2711
-
话题: 地产家居stormsilent
不锈钢管焊接工艺相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 430铁素体不锈钢铸锭等轴晶率的熔炼方法
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 应用案例常州地铁1号线列车扶手采用304L不锈钢
- 正畸托槽加不锈钢弓丝结扎固定外伤松动牙的疗效观察
- 整理装饰装修施工工艺与质量通病与防治措施(全套)