




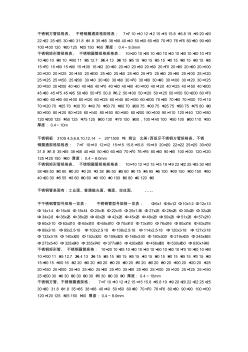
不锈钢方管规格表、 不锈钢扁通规格规格表: 7×7 10×10 12×12 15×15 15.8 ×15.8 19 ×19 20×20 22×22 25×25 30×30 31.8 ×31.8 35×35 38×38 40×40 50×50 60×60 70×70 76×76 80×80 90×90 100×100 120 ×120 125 ×125 150 ×150 厚度: 0.4~8.0mm 不锈钢矩形管规格表、 不锈钢扁管规格规格表: 10×20 10×25 10×30 10×40 10×50 10×60 10×70 10×80 10 ×90 10 ×100 11 ×35 12.7 ×25.4 13 ×25 15 ×25 15 ×30 15 ×35 15 ×40 15 ×50 15 ×60 15 ×65 15×70 15×80 15×90 15×100 16×32 20×3
热门知识
不锈钢钢管价格表-
话题: 工程造价failureguy2
-
话题: 装修工程136****4515
精华知识
不锈钢钢管价格表-
话题: 地产家居zhongzi521
-
话题: 室内设计topview021
最新知识
不锈钢钢管价格表-
话题: 室内设计xiangxiangdi
不锈钢钢管价格表相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 各品牌商标锌锭最新价格表
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 江苏省交通工程材料指导价格表
- 嘉兴市信源三期灯饰灯具城可销售房源价格表
- 综合布线产品价格表康宁、施耐德、康普、西蒙
- 湛江市区主要建设工程材料设备价格表收集资料
- ISG、IRG、ISW、IHG、IHW管道离心泵价格表
- 最全阀门价格表包括套价
- 不锈钢管理论重量表201不锈钢板304价格表更新
- 不锈钢管件价格表大全
- 友发衬塑钢管管件价格表
- 广东省水利水电工程定额次要材料预算价格表
- 公路工程主要建筑材料2009年第一季度市场综合价格表
- 价格表高低压电缆及高低压绝缘导线个价格表调整
- 多乐士墙面漆价格表多乐士家丽安系列价格表
- 天健牌钢丝网骨架塑料复合管、管件SRTP价格表
- 中山市建筑施工特种作业人员培训考核收费价格表重点
- 不锈钢钢管价钱问题
- 不锈钢钢管弯曲的加工方式
- 不锈钢钢管型号
- 不锈钢钢管型号有哪些
- 不锈钢钢号有哪些
- 不锈钢钢化玻璃门价格高吗
- 不锈钢钢球标准是怎样的
- 不锈钢钢球规格有哪些
- 不锈钢钢丝绳价格一般多少
- 不锈钢钢油是什么
- 不锈钢岗亭的CAD施工图
- 不锈钢岗亭价格范围是多少
- 不锈钢岗亭价格怎么算的
- 不锈钢岗亭怎样清洗更干净
- 不锈钢岗亭重量是多少
- 不锈钢高压锅改装反应釜
- 不锈钢高压球阀的参数
- 不锈钢高压球阀的特点
- 不锈钢高压水泵价格多少
- 不锈钢割刀价格一般是多少
- 不锈钢格网价格
- 不锈钢格栅套什么子目
- 不锈钢隔油池价格是多少
- 不锈钢给水管多少钱一米
- 不锈钢给水管是怎样连接的
- 不锈钢工业管的不锈钢作用
- 不锈钢工业管规格有哪些
- 不锈钢工艺防盗窗问题
- 不锈钢工字钢现在什么价格
- 不锈钢工字钢有热轧的吗