




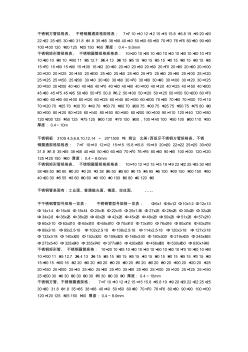
不锈钢方管规格表、 不锈钢扁通规格规格表: 7×7 10×10 12×12 15×15 15.8 ×15.8 19 ×19 20×20 22×22 25×25 30×30 31.8 ×31.8 35×35 38×38 40×40 50×50 60×60 70×70 76×76 80×80 90×90 100×100 120 ×120 125 ×125 150 ×150 厚度: 0.4~8.0mm 不锈钢矩形管规格表、 不锈钢扁管规格规格表: 10×20 10×25 10×30 10×40 10×50 10×60 10×70 10×80 10 ×90 10 ×100 11 ×35 12.7 ×25.4 13 ×25 15 ×25 15 ×30 15 ×35 15 ×40 15 ×50 15 ×60 15 ×65 15×70 15×80 15×90 15×100 16×32 20×3
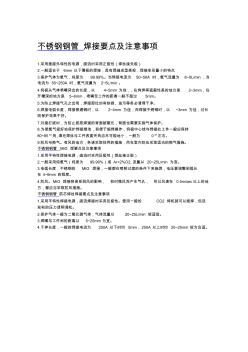
不锈钢钢管 焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2.一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3.保护气体为氩气,纯度为 99.99%。当焊接电流为 50~50A 时,氩气流量为 8~0L/min ,当 电流为 50~250A 时,氩气流量为 2~5L/min 。 4.钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm,在 开槽深的地方是 5~6mm,喷嘴至工作的距离一般不超过 5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 ~3mm 为佳,过长 则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,
热门知识
不锈钢钢管标准规格-
话题: 地产家居zhongzi521
精华知识
不锈钢钢管标准规格-
话题: 工程造价failureguy2
-
话题: 装修工程136****4515
最新知识
不锈钢钢管标准规格-
话题: 室内设计topview021
-
话题: 室内设计xiangxiangdi
不锈钢钢管标准规格相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 整流变压器技术规格书(2016.7.5定稿)资料
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 圆钢管通用规格表(20201009124910)
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 招标代理服务收费标准计价格[2002]1980号
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准