




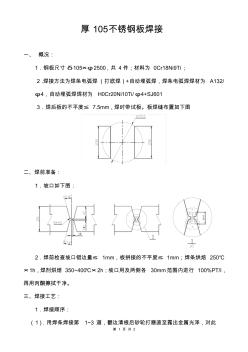
第 1 页 共 2 厚 105不锈钢板焊接 一、 概况: 1.钢板尺寸 δ105×φ2500,共 4件;材料为 0Cr18Ni9Ti; 2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为 A132/ φ4,自动埋弧焊焊材为 H0Cr20Ni10Ti/φ4+SJ601 3.焊后板的不平度≤ 7.5mm,焊时带试板。板焊缝布置如下图 二、焊前准备: 1.坡口如下图: 2.焊前检查坡口错边量≤ 1mm,板拼接的不平度≤ 1mm;焊条烘焙 250℃ ×1h,焊剂烘焙 350~400℃×2h;坡口用及两侧各 30mm范围内进行 100%PT/I, 再用丙酮擦拭干净。 三、焊接工艺: 1.焊接顺序: (1).用焊条焊接第 1~3 道,翻边清根后砂轮打磨直至露出金属光泽,对此 第 2 页 共 2 坡口进行 100%PT/I,合格后再用焊条焊接第 4~8道; (2).翻边后用自动埋弧焊

1 不锈钢板焊接工艺 1、 使用范围 本工艺适用于以各种不锈钢为复材、 低碳钢或低合金钢为基材总 厚度大于或等于 4mm的不锈钢复合板的焊接。 2、 焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择 25%Cr-13%Ni 型或 25%Cr-20%Ni 型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%Ni-Mo 型焊条。 2.2 常用不锈钢复合板焊接材料可按下表选取 。 表—1 常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质 过渡层焊接 复层焊接 焊条 牌号 焊条型号 焊条 牌号 焊条型号 焊丝钢号 0Cr18Ni9 A302 A307 A062 A402 A407 E309-16 E309-15 E309L-16 E310-16 E31
热门知识
不锈钢板焊接水箱精华知识
不锈钢板焊接水箱-
话题: 工程造价bef2624945
最新知识
不锈钢板焊接水箱-
话题: 装修工程yhp371523749
-
话题: 室内设计lxncherish
不锈钢板焊接水箱相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 永久船闸旁侧泄水箱涵施工方案的选择及主要施工方法
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 各类接插头焊接方法(HDMIDVIVGA等等)
- 不锈钢焊接水箱工程
- 不锈钢组合式焊接水箱
- 不锈钢水箱焊接讲解
- 燃气水箱漏水
- 热轧钢可以做成水箱吗?
- 不锈钢水箱焊接外发
- 不锈钢焊接水箱优点
- 组合式不锈钢焊接水箱
- 不锈钢平板焊接水箱
- 不锈钢矩形焊接水箱
- 不锈钢装配式焊接水箱
- 煤气蒸箱水箱
- 铝合金电缆桥架的优点
- 电缆桥架材质有哪些
- 电缆桥架200*100计算
- 铝合金电缆桥架换算
- 铝合金直槽电缆桥架
- 铝合金桥架 电缆中马
- 铝合金桥架电缆
- 电缆桥架 节能铝合金
- 电缆桥架 铝合金耐火
- 铝合金桥架 式电缆
- 压铸铝合金电缆桥架
- 铝合金桥架 耐火电缆
- 铝合金电缆桥架计算
- 铝合金电缆防火桥架
- 铝合金电缆桥架替换
- 铝合金电缆桥架技术规程
- 铝合金电缆桥架国家标准
- 铝合金通信电缆桥架