




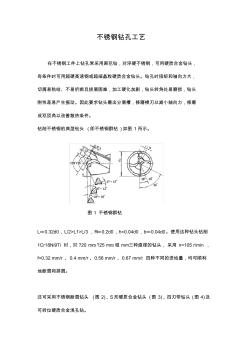
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头, 有条件时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大, 切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头 刚性差易产生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨 成双顶角以改善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头,采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2)、S形硬质合金
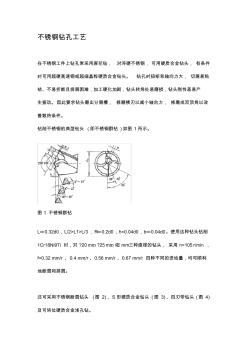
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻, 对淬硬不锈钢, 可用硬质合金钻头, 有条件 时可用超硬高速钢或超细晶粒硬质合金钻头。 钻孔时扭矩和轴向力大, 切屑易粘 结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头刚性差易产 生振动。因此要求钻头磨出分屑槽, 修磨横刃以减小轴向力, 修磨成双顶角以改 善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头, 采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2
热门知识
不锈钢钻花-
话题: 室内设计wzdengchen
精华知识
不锈钢钻花-
话题: 装修工程jiangshouf
-
话题: 室内设计gaofei5554
-
话题: 装修工程zhanzuwang
-
话题: 室内设计timelva111
最新知识
不锈钢钻花-
话题: 装修工程friedfreey
不锈钢钻花相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中航格澜阳光花园一期门禁对讲建设项目施工组织设计
- 云母含量对风化花岗岩路基土工程性质影响的试验
- 云南大平糜棱岩化碱性花岗岩的锆石特征及其地质意义
- 430铁素体不锈钢铸锭等轴晶率的熔炼方法
- 应用案例常州地铁1号线列车扶手采用304L不锈钢
- 正畸托槽加不锈钢弓丝结扎固定外伤松动牙的疗效观察
- 再力花地下部水浸提液对几种水生植物幼苗的化感作用
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 应用通气孔梅花式塑料编织苫布保管暖甜菜效果的分析
- 再力花地下部水浸提液对几种常见水生植物的化感作用
- 中国不锈钢门行业市场前景分析预测年度报告(目录)
- 中国阿尔泰早古生代后碰撞花岗岩的发现及其地质意义
- 关于生产600×600渗花抛光砖出现开裂问题答疑
- 工程资料胜利油田胜大花园三期住宅楼工程监理实施细则
- 工程名称银基花园一期16楼消防报警系统改造工程
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 桂花大道延伸段道路工程第一标段施工用电规划方案模板