




不锈钢盒型件拉伸成型工艺 摘要: XF310W 不锈钢托盘材料为 1Cr18Ni9Ti,料厚 0.5mm。长 456mm, 宽 387mm,深 100mm。经计算: H/B=100/456=0.219 r/B=50/456=0.110 r/(B-H) =50/(456-100)=0.140 根据以上结果该拉伸一般为二次拉伸,但该件接近于两 次拉伸与一次拉伸边缘,为节省模具费用,决定适当调整各参数一次拉伸成型。 该工件拉伸模为翻拉伸,带气垫及橡皮压边装置,拉伸时在盒底转角 R 处出现 破裂和四角出现起皱。针对以上缺陷进行工艺分析和改进,并得到彻底解决。 关键词:不锈钢;盒型件;拉伸;破裂;起皱 1.产品图纸及拉伸过程中出现的缺陷 1.1拉伸件(见图 1) 1.2拉伸件缺陷示意图(见图 2) 2.工艺分析 2.1 盒底转角 R处出现破裂原因分析 (1)展开坯料过大,使突缘四角变形程度增加,所需
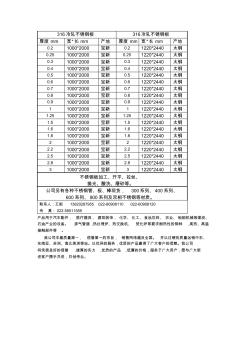
316冷轧不锈钢板 316冷轧不锈钢板 厚度 mm 宽*长 mm 产地 厚度 mm 宽*长 mm 产地 0.2 1000*2000 宝新 0.2 1220*2440 太钢 0.25 1000*2000 宝新 0.25 1220*2440 太钢 0.3 1000*2000 宝新 0.3 1220*2440 太钢 0.4 1000*2000 宝新 0.4 1220*2440 太钢 0.5 1000*2000 宝新 0.5 1220*2440 太钢 0.6 1000*2000 宝新 0.6 1220*2440 太钢 0.7 1000*2000 宝新 0.7 1220*2440 太钢 0.8 1000*2000 宝新 0.8 1220*2440 太钢 0.9 1000*2000 宝新 0.9 1220*2440 太钢 1 1000*2000 宝新 1 1220*2440 太钢 1.25 1000*
热门知识
不锈钢盒-
话题: 工程造价nothingplq
精华知识
不锈钢盒-
话题: 装修工程wangjue911
-
话题: 工程造价hanbingjie
-
话题: 工程造价xiaoxinvip
最新知识
不锈钢盒-
话题: 地产家居thinkersss
-
话题: 地产家居jasonlotus1
不锈钢盒相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 不锈钢隔膜泵品牌排行榜
- 国产快堆燃料元件包壳材料316不锈钢中子辐照效应
- 基于白盒测试ParlayAPI接口测试方法设计
- 国内立式不锈钢多级离心泵型号
- 杭州东站站房东西立面异形柱双曲面不锈钢幕墙施工技术
- 国际不锈钢和管材展览会将于2013年9月在上海召开
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 栏杆工程招标文件(不锈钢、锌钢)
- 恳盈排水不锈钢防臭地漏厂家帮你选择工业防臭地漏
- 冷板、铝板、不锈钢板折弯牌安装说明
- 某不锈钢制品公司搬迁改造项目职业病危害控制效果评价
- 不锈钢多级离心泵品牌排行榜
- 高强不锈钢管数控弯曲回弹对材料参数的敏感性