




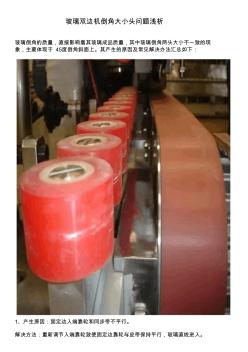
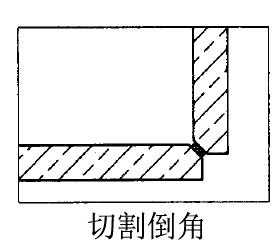
玻璃双边机倒角大小头问题浅析 玻璃倒角的质量,直接影响着其玻璃成品质量,其中玻璃倒角两头大小不一致的现 象,主要体现于 45度倒角斜面上。其产生的原因及常见解决办法汇总如下: 1、产生原因:固定边入端靠轮和同步带不平行。 解决方法:重新调节入端靠轮致使固定边靠轮与皮带保持平行,玻璃直线进入。 2、产生原因:皮带不同步。 解决方法:皮带在用过一段时间后会被拉长,皮带的张力就会产生变化,由于两条带 的张紧力不一样而导致皮带不同步,玻璃在行进过程中就会产生位移走斜,从而产生 玻璃大小头的问题,通过调节左右轨槽两边同步带的张紧力来达到同步。 3、产生原因:主传动或入端带轮轴承磨损、损坏。 解决方法:更换主传动或带轮损坏的轴承。 4、产生原因:输送板的导轨槽磨损,导致的导轨槽的平面度、直线度、平行度的误 差。 解决方法:此问题多见与使用了半年以上的机器,导轨槽磨损更换后要调整好左右两 边导轨槽的水平

1、首先把要修的铜皮属性改成静态铜(不更改的话后续操作会有一些 遗留问题),如果就是静态铜的话就直接进行 第二步 ! Z {; h' f' A { 2、选择 shape —— decompose shape 命令,在 options 里面勾选 delete shape after decompose 和 delete existing lines/arcs on dest layer 这两项,如图所示: * 3、在你要修的铜上面单击一下,此时铜皮消失,只剩下铜皮的边框 4、选择 manufacture —— dimension/draft —— chamfer ,这是倒斜 角命令,在 options 中设置需要倒角的参数,如图所示: + 5、选择需要修铜的边框进行倒角操作 6、所有的角度都修改完毕后执行 shape —— compose shape 命令, 将之前留下的边框
热门知识
玻璃倒角-
话题: 造价软件zhenghm-302
-
话题: 地产家居qingtong2233
精华知识
玻璃倒角-
话题: 造价软件liurui424424
-
话题: 造价软件xiangfuping
-
话题: 地产家居yangxz8266

最新知识
玻璃倒角-
话题: 造价软件xuxingjiang
玻璃倒角相关专题
- 康宁玻璃锅有害
- 烤漆玻璃的规格
- 烤漆玻璃墙面如何套价
- 烤漆玻璃能直接贴墙上吗
- 烤漆玻璃多少去一平方
- 可以用玻璃做房顶
- 空心玻璃砖是什么玻璃的
- 块后车窗玻璃需要多少钱
- 矿物玻璃硬度大概是多少
- 昆明玻璃纤维布价格多少
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 云母/氟磷灰石生物玻璃陶瓷的体内外生物学性能
- 增韧双马来酰亚胺树脂及其玻璃布层压板的制备与性能
- 义龙丽景都市公寓门窗玻璃安装分项工程监理实施细则
- 中国光电玻璃行业市场前景分析预测年度报告(目录)
- 能跨越水平窗框障碍的玻璃幕墙清洗机器人的设计
- 中国工艺美术学会玻璃艺术专业委员会理事会
- 中国建筑材料科学总院石英玻璃专业的创建与发展
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 印发关于促进平板玻璃工业结构调整的若干意见的通知
- 有关A级防火保温材料玻璃岩棉玻化砂浆等的对比分析
- 支承在弹性边界上的双曲面单层索网玻璃幕墙试验
- 原始记录-岩棉(矿物棉、玻璃棉)及制品的体积密度
- 有机玻璃、普通玻璃、高硼硅玻璃及石英的区别与应用
- 中国玻璃幕墙工程行业市场前景分析预测报告(目录)