




![钣金展开计算公式[1]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hwaAY3BcAAAgO_MgITg806.jpg)
先说一个名词:折弯余量 折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下: 一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为 L1、L2,厚 度尺寸为 T,我们都已知道, L1+L2 是要大于展开长度 L的,它们的差值就是折弯余量,我定义为 K,那 么一个弯的展开尺寸 L=L1+L2-K 。 一般冷轧钢板的 K 值(条件: 90 度弯,标准折弯刀具 ) T=1.0 K=1.8 T=1.2 K=2.1 T=1.5 K=2.5 T=2.0 K=3.5 T=2.5 K=4.3 T=3.0 K=5.0 T=0.8 K=1.6 T=3.5 K=6.05 T=4.0 K=7 T=5.0 K=8 实例二: 实例三: 不规则折弯按 K因子 =0.5 ,直接用 AUTOCAD 画中性层测量。如有偏差再根据具体情况
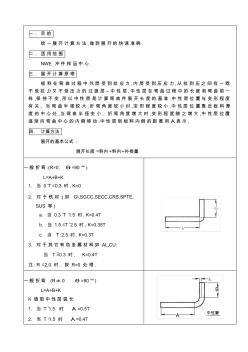
一 . 目的 统一展开计算方法 ,做到展 开的快速准确 . 二 . 适用范围 NWE 冲件样品中心 . 三 . 展开计算原理 板 料在弯 曲过程中 外层 受到拉 应力 ,内 层受到压应 力 ,从拉到 压之 间有一既 不 受拉 力又 不受压力的 过渡 层 --中性 层 ,中性层在弯曲过程中的长度和弯曲 前一 样 ,保 持不 变 ,所以 中性 层是计算弯曲件展 开长 度的 基准 .中性 层位 置与 变形 程度 有 关 , 当 弯曲半 径较 大 ,折 弯角 度较小时 ,变 形程度较小 ,中 性层 位 置靠 近板 料 厚 度 的中心处 ,当 弯曲 半 径变 小 , 折弯角度增 大时 ,变形程 度随 之增大 ,中 性层 位置 逐渐向弯曲中心的内侧移动 .中性层到板料内侧的距离用λ表示 . 四. 计算方法 展开的基本公式 : 展开长度 =料内+料内+补偿量 一般折弯 :(R=0, θ =90°
热门知识
钣金旋梯展开计算-
话题: 结构设计fangjie0913
-
话题: 工程造价featherice
精华知识
钣金旋梯展开计算-
话题: 结构设计sizhuwenxuan
最新知识
钣金旋梯展开计算-
话题: 工程造价donggaohang
-
话题: 装修工程carnal5871
钣金旋梯展开计算相关专题
- 激光切割钣金的价格
- 家用钣金点焊机价格多少
- 为什么叫钣金不锈钢
- 深圳钣金设计哪些
- 不锈钢钣金加工哪里有
- 不锈钢钣金是做什么的
- 采购钣金机柜哪个平台好
- 钣金机柜哪家制作的好
- 钣金激光切割计价
- 钣金和不锈钢哪个更好
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 展开文明的双翼——记茂名市建筑工程总公司第一公司
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 应用贵州省雨洪公式计算施工期设计洪水需注意的问题
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 工程水文与水利计算课程教学改革探索
- 云计算技术在计算机数据处理中的应用分析与发展对策
- 云计算模型在船体复杂结构件装配和三维建模中的应用
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 中风化硬质岩地基超高层建筑沉降计算方法与应用
- 云计算、大数据在水利档案管理系统建设中应用的构想
- 张河湾公司计算机监控系统国产化改造可行性
- 云南造价咨询服务收费自动计算表〔2O12〕66号
- 钣金展开放样CAD
- 钣金展开软件放样
- 钣金展开图如何画
- 钣金自攻螺丝孔设计
- 办80kwv变压器需要多少钱
- 办不动产权证需多少钱
- 办彩钢厂要哪些设备
- 办铲车证需要多少费用
- 办瓷砖加工厂累不累
- 办大理石厂要哪些机器
- 办负筋弯折长度问题
- 办高级工程师证要多少钱
- 办个电工证需要多少钱
- 办个红砖厂大概要多少钱
- 办个施工员证一般多少钱
- 办个幼儿园需要花多少钱
- 办公玻璃高隔断高度多少
- 办公玻璃隔墙价格是多少
- 办公大厅设计要点有哪些
- 办公电器都包括哪些
- 办公房隔断大概多少钱
- 办公房购房贷款计算器
- 办公高隔断墙一般要多高
- 办公隔断百叶怎么安装
- 办公隔断尺寸一般是多少
- 办公隔断工程报价表
- 办公家具价格一般多少
- 办公家具如何设计比较好
- 办公家具中班台价格
- 办公简约沙发一般什么价格