




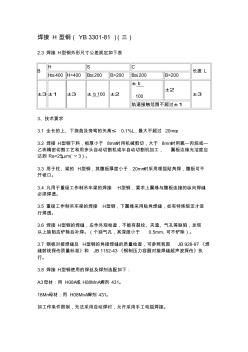
焊接 H 型钢( YB 3301-81 )(三) 2.3 焊接 H型钢外形尺寸公差规定如下表 B H S C 长度 L H≤400 H>400 B≤200 B>200 B≤200 B>200 ±3±1 ±3 ± b 100 ±2 ± b 100 ±2 ±3 轨道接触范围不超过±1 3、技术要求 3.1 全长的上、下挠曲及旁弯的矢高≤ 0.1%L,最大不超过 20mm。 3.2 焊接 H型钢下料,板厚小于 8mm时用机械剪切,大于 8mm时用氧—丙烷或— 乙块精密切割工艺和用多头自动切割机或半自动切割机加工, 翼板边缘光洁度应 达到 Ra=25μm(▽3)。 3.3 用于柱、梁的 H型钢,其腹板厚度小于 20mm时采用埋弧贴角焊,腹板可不 开坡口。 3.4 凡用于重级工作制吊车梁的焊接 H型钢,要求上翼缘与腹板连接的纵向焊缝 必须焊透。 3.5 重级工作制吊车梁的焊接
从性能上,热轧 H 型钢的质量容易保证,要好点 从截面种类上,焊接 H 型钢可以做成各种截面的,种类多,可以根据实际内力需要选择截 面的大小;而热轧 H 型钢截面型号有限制,并且容易造成浪费。 从早加上二者基本持平。 另外还有一种高频焊接 H 型钢,也是焊接, 但性能较好, 截面型号比较少, 其尺寸也较小。 同等截面情况下,热轧 H 型钢的局部稳定性能要好于焊接 H 型钢,因为热轧 H 型钢的宽厚 比、高厚比计算是从圆角的外缘算起的,而焊接 H 型钢是从板边缘算起,多数热轧 H 型钢 的截面都是按宽厚比控制的极限值,因此若按宽厚比控制则焊接 H 型钢截面不满足要求; 楼上讲的都是技术,我从经济角度看,焊接 H 型钢的优势主要是有价格优势。据悉国内市 场中厚板价格与热轧 H 型钢差距依然较大,导致钢结构企业普遍采用焊接 H 型钢,因此热 轧 H 型钢市场日益萎缩。与此同时,钢厂产能正在不断放
热门知识
北京焊接h型钢精华知识
北京焊接h型钢-
话题: 地产家居jc_北疆铁路公司设计所
-
话题: 工程造价zzxccvbbnmm
最新知识
北京焊接h型钢-
话题: 地产家居135****5952
北京焊接h型钢相关专题
- 建筑工程中级职称(北京)
- 有没有北京做旧房改造的
- 天棚吊顶部分(北京)
- 天坛是北京古建筑的代表吗
- 施工降水(北京)
- 如何维修北京自动门
- 北京5A级写字楼有哪些
- 北京10门是什么
- 北京安全文明施工费计取
- 北京安装安全文明施工费
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引进10000m^3/h空分设备的流程及安装特点
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 北京市轨道交通亦庄线综合监控系统项目
- 中国国际航空公司北京市内货运中心框架梁预应力施工
- 中国地质大学(北京)综合游泳馆钢网架结构施工技术
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 异型钢伸缩缝在旧桥改造施工中安装新工艺及技术要求