




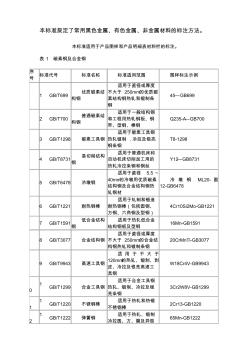
本标准规定了常用黑色金属、有色金属、非金属材料的标注方法。 本标准适用于产品图样和产品明细表材料栏的标注。 表 1 碳素钢及合金钢 序 号 标准代号 标准名称 标准适用范围 图样标注示例 1 GB/T699 优质碳素结 构钢 适用于直径或厚度 不大于 250mm的优质碳 素结构钢热轧和锻制条 钢 45—GB699 2 GB/T700 普通碳素结 构钢 适用于一般结构钢 和工程用热轧钢板、钢 带、型钢、棒钢 Q235-A—GB700 3 GB/T1298 碳素工具钢 适用于碳素工具钢 热轧锻制 , 冷拉及银亮 钢条钢 T8-1298 4 GB/T8731 易切削结构 钢 适用于普通机床和 自动机床切削加工用的 热轧冷拉条钢和钢丝 Y12—GB8731 5 GB/T6478 冷墩钢 适用于直径 5.5~ 40mm的冷墩用优质碳素 结构钢及合金结构钢热 轧钢材 冷 墩 钢 ML20-
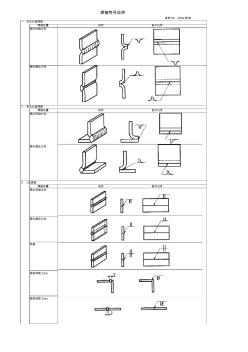
参考JIS-Z3021标准 一,双法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 三, I型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 两面 板材间距 2mm 板材间距 2mm 焊接符号说明 闪光焊接 摩擦压接 四,V型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度 16mm 坡口开口角度 60° 板材间距 2mm 完全熔透焊接 板厚12mm 坡口开口角度 45° 使用垫板 板材间距 4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口开口角度 60° 板材间距为0 五,X型焊接 焊接位置 形状 表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接 闪光焊接 摩擦压接 坡口深度 箭头方向 16



标注厂房相关专题
- 跨板受力筋标注长度位置
- 跨版受力筋标注问题
- 框架梁钢筋集中标注问题
- 框架梁集中标注
- 框架梁标注中问题
- 框架梁标注问题
- 框架梁的原位标注
- 框架梁悬挑处原位标注问题
- 框架梁集中标注问题
- 框架柱的平法标注
- 张峰水库供水发电洞洞内埋管及电站厂房明管制安施工
- 优选第五章厂房大门特征门木结构工程建筑工程概预算
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 引黄工程北干1~#隧洞Ⅳ标预制厂房钢吊车梁的设计
- 云南省人民政府关于加快工业园区标准厂房建设的意见
- 宜兴抽水蓄能电站地下厂房预应力锚索施工技术
- 制药厂与GMP制药企业洁净厂房百级洁净区作法
- 振动沉管碎石桩加固处理技术在工业厂房施工中的应用
- 厂房设备基础分部分项工程量清单与计价表
- 优秀钢结构厂房施工组织设计方案(技术标)
- 伊朗塔里干水利枢纽地下厂房交通竖井多井滑模与施工
- 广东广州2层厂房112#多层工业厂房工程造价指标
- 公伯峡发电厂房尾水砼悬空带状牛腿梁施工支撑方案介绍
- 工业厂房模板工程及支撑体系方案
- 工业厂房及附属设施建设项目园区景观工程施工组织设计
- 广东省连州发电厂二期主厂房三通一平施工组织设计
- 机械设计图纸标注知识工程制图标注标注方法、方式要点