





用Nd:YAG脉冲激光作为焊接热源,对殷钢材料Invar36分别进行了平板单道焊接试验和对焊试验,分析了工艺参数(激光功率、焊接速度、脉冲宽度和离焦量)变化对焊缝的表面形貌、熔宽以及熔透性的影响。检测了0.85mm厚的殷钢薄板对焊接头的硬度、成分以及拉伸强度。结果表明:激光功率和脉宽是影响焊缝熔深、熔宽和热影响区面积的主要因素;扫描速度对焊缝表面的鱼鳞状条纹间距影响尤为明显;离焦量主要影响焊缝的宽度和熔透性;合理匹配工艺参数能够实现0.85mm厚度薄板的对焊,并且获得形貌良好的焊缝。焊缝的组织成分没有发生明显变化,拉伸强度和基体强度相当,显微硬度略低于基体硬度。
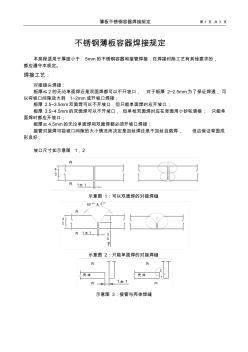
薄板不锈钢容器焊接规定 第 1 页 共 3 页 不锈钢薄板容器焊接规定 本规程适用于厚度小于 5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤ 2的无论单面焊还是双面焊都可以不开坡口, 对于板厚 2~2.5mm为了保证焊透,可 以将坡口间隙放大到 1~2mm或开坡口焊接; 板厚 2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚 3.5~4.5mm的双面焊可以不开坡口, 但单枪双面焊时应在背面用小砂轮清根; 只能单 面焊时都应开坡口; 板厚≥ 4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊, 但应保证背面成 形良好; 坡口尺寸如示意图 1,2 1± 1外 内 3 -4 示意图 1:可以双面焊的对接焊缝 60° ± 5° 2 -4 1 ± 0
薄板用什么焊接相关专题
- 怎样薄板瓷砖墙面铺贴
- 焊薄板不变形用什么焊机
- 厚板,中厚板,薄板尺寸范围
- 氩弧焊薄板怎么焊
- 陶瓷薄板标准尺寸是多少
- 陶瓷薄板真的很薄么
- 陶瓷薄板和瓷砖的区别
- 二保怎么焊薄板
- 二保焊如何焊薄板
- 二氧化碳焊机怎么焊薄板
- 中国焊接学会堆焊及表面工程专委会
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 宜宾金沙江公铁两用桥混凝土系杆拱现浇支架施工设计
- 智能点型离子感烟探测器和普通感烟探测器有什么区别
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 异种钢焊接接头退火工艺
- 应用案例常州地铁1号线列车扶手采用304L不锈钢
- 因地制宜采用毛石加粘土护坡防治流砂涌入基坑的尝试
- 云南电网工程2013版建设预算费用构成及计算程序
- 建筑用砂石筛选装置CN209597604U
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 支路数对热泵空调中冷凝和蒸发两用换热器性能的影响
- 在35kV及其以下配电网中宜用“计量箱”计量电能
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析