




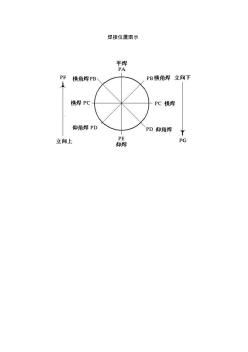
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使

热门知识
爆破焊接-
话题: 工程造价yzh-8861353
-
话题: 工程造价wenjie_meng
精华知识
爆破焊接-
话题: 工程造价fei_ms0317
最新知识
爆破焊接-
话题: 工程造价jiayuwoaini
-
话题: 造价软件w270007736
爆破焊接相关专题
- 冻土隧道光面爆破技术
- 凿岩爆破技术
- 中国典型爆破工程与技术
- 爆破工程与安全技术
- 凿岩爆破工程
- 爆破工程学
- 工程爆破安全
- 爆破工程师手册
- 工程爆破技术
- 爆破工程技术人员安全作业证
- 中国焊接学会堆焊及表面工程专委会
- 在不中断行车条件下利用静态爆破剂进行桥改涵的施工
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 异种钢焊接接头退火工艺
- 宜兴抽水蓄能电站上水库面板堆石坝坝料开采爆破试验
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 引入建筑物固有振动频率在烟囱拆除爆破中的实践
- 优化设计和加强工程管理及安全防护保障爆破工程安全
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 增建二线铁路线间距偏小地段石方爆破施工工艺
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法