




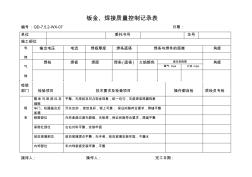
钣金、焊接质量控制记录表 编号:QD-7.5.2-WX-07 日期: 单位 委托书号 车号 施工部位 电 焊 输出电压 电流 焊板厚度 焊条直径 焊条与焊件的距离 角度 气 焊 焊枪 焊板 焊距 焊条 (直径 ) 火焰颜色 减压表数据 角度 氧气 mpa 乙炔 mpa 检验 部门 检验项目 技术要求及检查项目 操作都自检 质检员专检 钣 金 整体外观部位及 缝隙 平整、无歪斜及凹凸现金现象,统一均匀,无虚焊或焊漏现象 车门、机器盖及后 备箱 开关自如,密封良好,锁上可靠, 保证间隙符合要求,焊缝平整 侧围部位 外形曲面过渡无裂痕、无脱焊,保证间隙符合要求,焊缝平整 保险杠部位 左右对称平整,安装牢固 前后玻璃部位 前后玻璃焊点平整,无手刺,前后玻璃安装牢固,不漏水 内饰部位 车内饰板板安装牢靠,平整 接待人: 操作人: 完工日期:
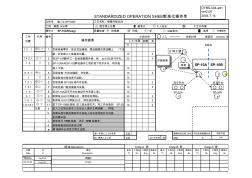
STANDARDIZED OPERATION SHEET 标准化操作单 文件号: S3-T2-SP10AR 工段:侧围 &补焊 固定停止位置 基准点 工人安全 工艺内存储 质量检查 拉或推 听 设备测试 选择 关键操作 代号 编号 分步时间 人工 设备时间 或返回 走 机器 走 sw 1 10 2 2 50 4 3 10 4 10 2 5 10 6 10 2 双手开关 双手开关 7 10 2 8 10 SP-10A 9 30 3 10 70 2 11 10 2 注意 a b 如需车型切换则需将双手按钮上的车型切换开关切换 至所需车型 c d e 每一车型人工工时总和 230 周期时间总和 (D+E)平均负荷周期时间 (D) 最高人工工时 230 (E) 走总和 20 250 人工 /车型 3 工艺名称:侧围外板总成 操作#: SP-10AR(wag) 目检 B柱处 SP-10B 1
热门知识
钣金焊接精华知识
钣金焊接-
话题: 工程造价fengluyao86
-
话题: 工程造价yzh-8861353
最新知识
钣金焊接-
话题: 工程造价wenjie_meng
-
话题: 工程造价fei_ms0317
钣金焊接相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 各类接插头焊接方法(HDMIDVIVGA等等)
- 基于ANSYS干气密封焊接金属波纹管振动模态分析