




不锈钢焊材选用参考标准 A002 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢结构,如合成纤维、 化肥、石油等设备 A022 焊接尿素及合成纤维设备 A042 不锈钢焊条钛钙型药皮的超低碳 Cr23Ni13Mo2 不锈钢焊条,可交直 流两用。由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐 蚀性能。用于相同类型的超低碳不锈钢材料及异种钢焊接等。焊前焊条须经 150℃左右烘焙,尽可能采用直流电源,以免焊条发红。 A062 焊接合成纤维、 石油化工设备用同类型的不锈钢结构、 复合钢和异种 钢结构 A082 用于 00Cr17Ni15Si4Nb 、 00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接 和补焊 A802 焊接硫酸浓度 50% 和一定工作温度及大气压力的制造合成橡胶的管 道,以及 Cr18Ni18Mo2
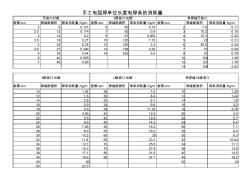
板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚mm 焊缝断面积 焊条消耗量 Kg/m 2 9 0.131 6 60 0.74 2 7.6 0.11 2.5 12 0.174 7 63 0.9 3 10.2 0.15 3 14 0.2 8 67 0.962 4 15.3 0.22 3.5 19 0.27 10 120 1.72 5 22 0.31 4 24 0.35 12 160 2.3 6 30.6 0.44 4.5 27 0.384 14 198 2.82 7 41 0.59 5 30 0.44 16 252 3.6 8 51 0.78 6 40 0.585 10 104 1.49 7 46 0.65 12 121 1.76 14 159 2.03 板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚m
热门知识
奥林康焊材-
话题: 工程造价1107liyong
精华知识
奥林康焊材-
话题: 装修工程qq451401909
最新知识
奥林康焊材-
话题: 工程造价twtusrpl123
-
话题: 工程造价wangff901212
-
话题: 工程造价sunsun1988
-
话题: 工程造价apigdeshijie
奥林康焊材相关专题
- 立林彩色可视门禁怎么用
- 雨林缸玻璃门怎么固定
- 玉林那里有石棉布买
- 玉林上面有什么楼盘
- 桂林市清理化粪池
- 桂林彰泰的楼盘有哪些
- 新奥法属于矿山法施工
- 广西桂林铁松牌建筑模板厂
- 为什么叫他它石林
- 为什么叫它石林
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 中国建材工程亮相SNEC光伏大会暨(上海)展览会
- 中国建材工程建设协会
- 无机材料工艺学课程改革探索
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 枣庄新中兴实业有限责任公司拟兴建木材综合利用项目
- 中国节能建材市场专项调查及十三五发展趋势预测报告
- 再生丁基橡胶-丁基橡胶防水卷材压敏胶的制备及性能
- 中国绿色建材产业发展联盟绿色板材与工程专委会
- 建筑防水材料及工程技术研讨会
- 中国大理石石材市场发展及投资前景报告
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验