




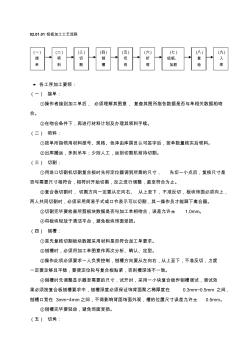
02.01.01 铝板加工工艺流程 ◆ 各工序加工要领: (一) 接单: ①操作者接到加工单后, 必须理解其图意, 复查其图所指各数据是否与单相关数据相吻 合。 ②在吻合条件下,再进行材料计划及办理其领料手续。 (二) 领料: ①按单所指领用材料型号、规格、色泽由库房员认可签字后,按单数量核实后领料。 ②出库搬运,多则吊车;少则人工,运到切割机前待切割。 (三) 切割: ①用进口切割机切割复合板时先将定位器调到所需的尺寸, 先切一小点后,复核尺寸是 否与需要尺寸相符合,相符时开始切割,反之进行调整,直至符合为止。 ②复合板切割时, 切割方向一定要从左向右、 从上至下,不准反切,板块饰面必须向上, 两人共同切割时,必须采用简易手式或口令表示可以切割,其一操作员才能踩下离合器。 ③切割完毕要检查所剪板块数据是否与加工单相吻合,误差允许± 1.0mm。 ④将板块轻放于清洁平台,避免板块饰面受损。

. . 第三部分 热轧工艺计算 3.1热轧工艺计算包含的内容: 工艺计算是在确定各种计算产品的工艺流程和初选设备的基础上, 根据产品 产量的要求、制品的工艺性能以及设备特点, 对各主要设备或工序进行具体的科 学分析和必要的理论计算, 从而确定出各种产品在各工序的准确而具体的生产工 艺流程、工艺参数及其各种消耗定额, 并确定各部分及各环节之间的协作配套关 系。工艺计算的内容包括: 主要加工工序的工艺规程的制定; 编制生产工艺流程 定额卡。 制定工艺规程的目的:充分利用被加工金属及合金的塑性,并达到技术条 件的要求;正确的选择使用设备、充分发挥设备潜力,并保证设备的安全;进行 高效的生产。 制定工艺规程的内容:确定出每种计算产品生产工艺流程所经过的各工序 的工艺规程(尺寸、形状及各加工到次被加工工件的形状、尺寸变化等)和工艺 参数(力、温度、速度及表面介质等条件) 。 3.2 产品轧制力的
热门知识
5014铝板-
话题: 地产家居windflor2004
精华知识
5014铝板-
话题: 地产家居haining2011
-
话题: 装修工程zhaomiao0820
-
话题: 室内设计zhulong15452
最新知识
5014铝板-
话题: 地产家居gaoyanworld
-
话题: 地产家居FANFAN8082
-
话题: 工程造价jiaoshou002
5014铝板相关专题
- 花架图片大全室内30到50元
- 室内游泳池50*21米
- 什么叫50系列平开窗
- 常见50种室内植物都有哪些
- 50平方如何设计室内的布局
- 50系平开窗
- 50平小户型装修效果图大全2019图片
- 50平米装修效果图大全2019图片
- 50小户型装修效果图大全2019图片
- 50平方装修效果图大全2019图片
- 关于发布行业产品标准建筑用泡沫铝板等标准公告
- 基于BIM技术大空间多重曲面蜂窝铝板吊顶施工方法
- 冷板、铝板、不锈钢板折弯牌安装说明
- 铝型材及铝板材氟碳喷涂质量检验标准
- JBF5014型气体灭火控制器火灾报警控制器使用说明书
- 像合金铝板的高强度复合材料ARALL层压板材
- 幕墙外墙外装饰工程施工组织设计铝板石材玻璃了雨棚模板
- 幕墙施工节点做法详图铝板幕墙、石材幕墙、玻璃幕墙
- 单元式幕墙施工组织设计玻璃幕墙、铝板幕墙、拉索幕墙
- 外墙铝板幕墙施工工艺
- 外墙铝板幕墙施工方案
- 外墙干挂铝板技术交底
- 不锈钢板铝板安装方法
- 冲孔铝板墙面施工方案
- 忠旺天津铝板带有限公司从西马克公司引进罐盖涂层线
- 专用龙骨300宽600宽铝板吊顶工程施工方法范本
- [山东]2011年某大楼玻璃、铝板幕墙工程施工合同