




镀锌角铁焊接规范 篇一:角铁施工方案 一、 施工准备 1. 根据图纸设计要求部分 GRC构件内需要采用钢架结构。 2. 材料采用 50*50 镀锌角钢。 3. 主要机具:电焊机、砂轮切割机、电锤及现场施工手工 工具等。 二、作业条件 1. 熟悉图纸,对加工材料和安装工艺进行技术交底。 2. 在加工钢架前要熟悉图纸, 考虑和安装相结合进行焊接 钢架。 3. 焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一 致。 4. 焊接角度:根据两焊件的厚度确定,焊接角度有两个方 面,一是焊条与焊接前进方向的夹角为 60~75°;二是焊条 与焊接左右夹角有两种情况,当焊件厚度相等时,焊条与焊 件夹角均为 45°;当焊件厚度不等时, 焊条与较厚焊件一侧 夹角应大于焊条与较薄焊件一侧夹角。 5. 清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括尺 寸和外观)确无问题后,方可转移地点继续施工。
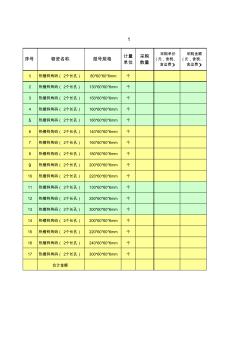
序号 物资名称 型号规格 计量 单位 采购 数量 采购单价 (元,含税、 含运费) 采购金额 (元,含税、 含运费) 1 热镀锌角码( 2个长孔) 80*60*60*6mm 个 2 热镀锌角码( 2个长孔) 130*60*60*6mm 个 3 热镀锌角码( 2个长孔) 150*60*60*6mm 个 4 热镀锌角码( 2个长孔) 160*60*60*6mm 个 5 热镀锌角码( 2个长孔) 180*60*60*6mm 个 6 热镀锌角码( 2个长孔) 140*60*60*6mm 个 7 热镀锌角码( 2个长孔) 160*60*60*6mm 个 8 热镀锌角码( 2个长孔) 180*60*60*6mm 个 9 热镀锌角码( 2个长孔) 200*60*60*6mm 个 10 热镀锌角码( 2个长孔) 220*60*60*6mm 个 11 热镀锌角码( 2个长孔) 130*60*60*6mm
热门知识
40镀锌角铁价格-
话题: 地产家居luohui1989
精华知识
40镀锌角铁价格-
话题: 装修工程qq944593709
最新知识
40镀锌角铁价格-
话题: 装修工程138****7370
-
话题: 地产家居liujiepolo
40镀锌角铁价格相关专题
- 最近40度的锑矿金属价多少
- 长虹彩电led40b208n价格查询
- 闸阀Z41H-40是什么意思
- 这个波纹补偿器是DN40还是50
- 真空包装袋28*40cm是多大
- 直径40CM紫薇树价格
- 直径40厘米弯头展开图
- 止回阀型号CH44H-40字母含义
- 角铁5*50、4*40套什么定额
- 接地40*4铜排套什么定额
- 中国漩涡气泵价格
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 怡成钢铁股份有限公司40吨aod炉建设项目报告书
- 招标代理服务收费标准计价格[2002]1980号
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 在“洛阳浮法玻璃工艺”诞生40周年座谈会上的讲话
- 关于转发水利工程供水价格核算规范(试行)通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 工程造价管理中工程材料价格
- 关于调整工程主要材料结算价格加强建设工程材料价格
- 关于建设工程工料机价格涨落调整与确定工程造价意见
- 各品牌商标锌锭最新价格表
- 工程量清单模式费用构成和国外建设工程项目价格构成
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家发展改革委发出通知做好成品油和电力价格调整工作
- 合理定价加强管理——关于招投标工程价格确定和管理