




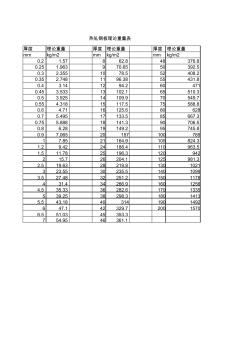
厚度 理论重量 厚度 理论重量 厚度 理论重量 mm kg/m2 mm kg/m2 mm kg/m2 0.2 1.57 8 62.8 48 376.8 0.25 1.963 9 70.65 50 392.5 0.3 2.355 10 78.5 52 408.2 0.35 2.748 11 96.38 55 431.8 0.4 3.14 12 94.2 60 471 0.45 3.533 13 102.1 65 510.3 0.5 3.925 14 109.9 70 549.7 0.55 4.318 15 117.5 75 588.8 0.6 4.71 16 125.6 80 628 0.7 5.495 17 133.5 85 667.3 0.75 5.888 18 141.3 90 706.5 0.8 6.28 19 149.2 95 745.8 0.9 7.065 20 157 100

试轧Φ 32产品 圆钢 工 艺 规 程 一、 试轧执行标准、钢种及钢坯规格 1、 执行国标 GB1499--1998 及企业内控标准。 2、 试轧钢种为 HRB335。 3、 轧制成品为 Φ32,试轧用坯长 2.04— 2.06 米。 二、加热规程 1、 入炉钢坯必须逢两炉筋管中进钢,严禁推斜钢坯。 2、 钢坯表面有严重缺陷及超长、超短坯不得入炉。 3、 炉内温度:加热段: 12500C --1350 0C,预热段 7000C --800 0C。 4、 钢坯出炉温度: 10800C --1150 0C。 5、 开轧温度: 10500C --1100 0C,钢坯温差小于 500C。 6、 钢在高温区停留时间不得过长 ,严禁发生过烧 . 三、轧制 1、 试轧时, 430 轧机只走一根钢,待试轧成功后根据电机负荷,再决定走钢根数。 2、 孔型道次参数如下 (Φ 32): 430轧机各道次参数:
热门知识
32精轧钢理论重量精华知识
32精轧钢理论重量-
话题: 造价软件hehe26290005
最新知识
32精轧钢理论重量-
话题: 工程造价wangli5191
-
话题: 项目管理0110150224
-
话题: 项目管理huangye7576
32精轧钢理论重量相关专题
- 老板煤气灶9b20与9b32哪个好
- 中端DN32的喷淋管及喷淋头
- 中间的喷头属于DN25还是DN32
- 真空断路器ZW32-10/630-12.5价格
- 用G32车螺纹怎么编程
- 预制板2YKB30-32是什么意思
- 星洁管业的32管多少钱一根
- 工字钢中的32c是什么意思
- 钢管32*2.5理论重量是多少
- 高层选多少层好共32层
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 政府与社会资本合作(PPP)项目审计监督理论
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 中国建筑学会建筑理论与创作学组学术年会
- 新型基础滑移隔震框架结构体系的理论分析
- 基于粗糙集理论的工程项目招标风险分析方法
- 公路造价师考试基础理论及法规公路基本建设程序试题
- 工程建设监理论文浅谈当前工程监理主要问题及对策
- 基于HSE理论分布式能源站施工安全设计与管理
- 工程量清单计价模式下投标报价策略技巧与决策理论
- 工程测量员职业技能理论知识考试要点
- 工程造价管理基础理论与相关法规工程项目管理
- 关于先进项目管理技术理论方法及关键技术
- 化学除油器与稀土磁盘在轧钢废水处理中应用综合分析