




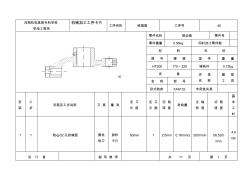
河南机电高等专科学校 机电工程系 机械加工工序卡片 工序名称 铣端面 工序号 40 40 零件名称 推动架 零件号 零件重量 0.56kg 同时加工零件数 材 料 毛 坯 牌 号 硬 度 型 号 重 量 HT200 170~220 铸铁件 0.72kg 设 备 夹 具 名 称 辅 助 工 具名 称 型 号 卧式铣床 XA6132 专用铣夹具 安 装 工 步 安装及工步说明 刀 具 量 具 走 刀 长 度 走 刀 次 数 切 削 深 度 进给量 主 轴 转 速 切 削 速 度 基 本 工 时 1 1 铣φ32孔的端面 圆柱 铣刀 游标 卡尺 60mm 1 2.5mm 0.16mm/z 300r/min 56.52m /min 4.6 min 设 计 者 指 导 教 师 共 11 页 第 1 页 河南机电高等专科学校 机电工程系 机械加工工序卡片 工序名称 铣端面 工序号 50 5
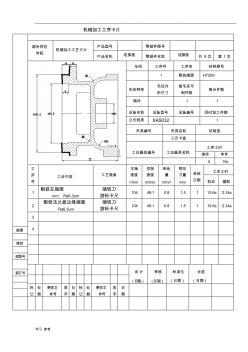
. . . . 学习 .参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号 零部件图号 产品名称 连接座 零部件名称 连接座 共 9 页 第 1 页 车间 工序号 工序名 材料牌号 1 粗铣端面 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 XA5032 1 夹具编号 夹具名称 切削液 三爪卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 0 15s 工 步 号 工步内容 工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动 辅助 1 粗铣左端面 mm Ra6.3um 端铣刀 游标卡尺 104 49.1 0.8 1.5 1 15.6s 2.34s 2 粗铣法兰
热门知识
30卡片精华知识
30卡片-
话题: 地产家居jiadongxing
最新知识
30卡片-
话题: 建筑设计charles28lu
-
话题: 建筑设计caodaidaisy
30卡片相关专题
- 长帝CRDF30A电烤箱值得买吗
- 怎样把30V的直流电源降到24V
- 怎样制作0-30v可调稳压电源
- 照明配电箱pz30尺寸多少
- 正泰30ma的漏电保护开关
- 氧化锌避雷器型号HY5WS5-10/30
- 家电30种都有哪些
- 发电机30kw多大电机能带动
- 施耐德配电箱pz30哪有卖
- 电厂30mw机组汽轮机
- 以某公路工程为例分析ATB-30沥青稳定碎石施工
- 易门大椿树水泥厂30万吨水泥粉磨站可行性报告
- 云南XX建材公司30万吨水泥粉磨站可行性报告
- 工程建设项目施工招标投标办法(七部委局第30号令)
- 广东广州7层中高层宿舍30#高校宿舍工程造价指标
- 工业固体废物处置中心30td焚烧耐火材料施工方案
- 工作面旋转30°回采安全技术措施矿业安全技术
- 混凝土C25C30C35C40石子、沙、水泥配比
- 将MQ540/30t普通门机改装为高架门机关键工艺
- 加阻锈剂C30水下灌注桩水泥混凝土配合比设计分析
- 卡布坎公路桥30m预应力箱梁预拱度计算与施工控制
- 基于复合矿物掺合料C30高性能混凝土强度试验
- 30万t深水FPSO生活模块空调通风系统模块标准化研发
- 鲁班奖名单公布中国建筑获得30项鲁班奖
- 30KWHDY30鸿都玉柴发电机组技术参数
- 杨浦区30街坊西块基础工程地下二层深基坑施工方案
- 江苏电厂2×30万千瓦以大代小技术改造工程招标文件