




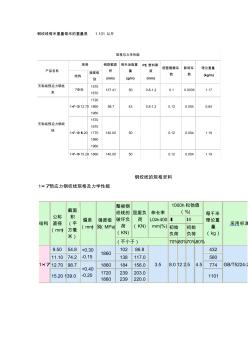
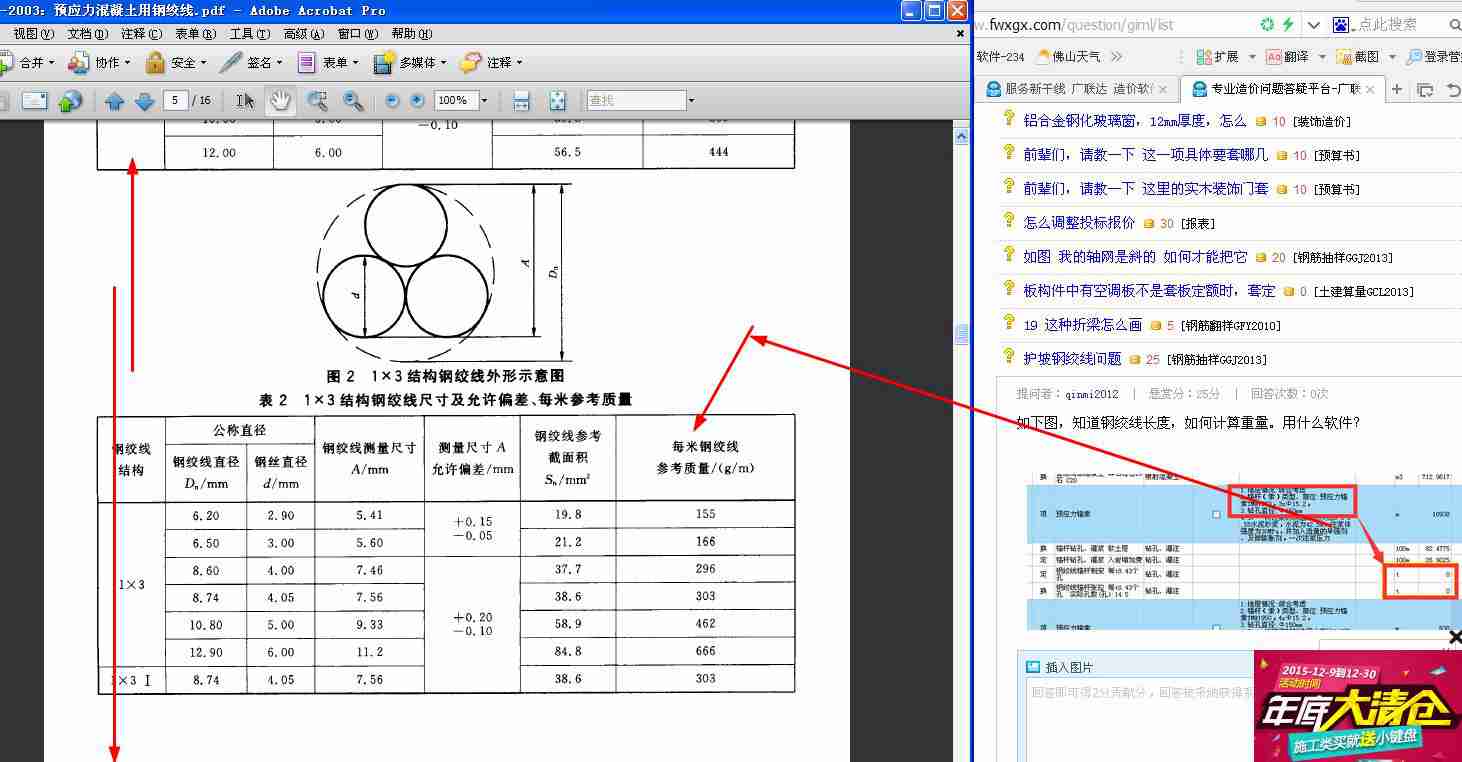
钢绞线每米重量每米的重量是 1.101 公斤 规格与力学性能 产品名称 规格 钢筋截面 积 (mm) 每米油脂重 量 (g/m) PE 塑料厚 度 (mm) 筋壁磨擦系 数 影响系 数 理论重量 (kg/m) 结构 强度级 别 无粘结预应力钢丝 束 7Φ5 1570 1670 137.41 50 0.8-1.2 0.1 0.0035 1.17 无粘结预应力钢绞 线 1×7-Φ12.70 1720 1860 1960 98.7 43 0.8-1.2 0.12 0.004 0.84 1×7-Φ15.20 1570 1670 1770 1860 1960 140.00 50 0.12 0.004 1.19 1×7-Φ15.24 1860 140.00 50 0.12 0.004 1.19 钢绞线的规格资料 1×7预应力钢绞线规格及力学性能 结构 公称 直径 (

介绍1×7—?21.6 mm 1 860 MPa钢绞线的生产方法。采用?15 mm 82B盘条,合理控制酸洗浓度,酸洗时间控制在10~12 min,缓蚀剂质量分数控制在0.6%~0.9%,高压水冲洗后表面光滑无黏滞;选用9/1270直进式拉丝机,合理分配压缩率,绝对变形量最大和部分压缩率最大不在同一道次;稳定化处理时提高钢绞线张力。研究表明,回火温度380~390℃,张力为250 k N,生产出的钢绞线平均抗拉强度为1 909 MPa,钢绞线弦高小于8 mm,各项性能满足客户要求。
热门知识
21.6钢绞线-
话题: 工程造价1416342726
-
话题: 造价软件amandawang9
-
话题: 造价软件wwwwwww2233

精华知识
21.6钢绞线-
话题: 地产家居king_arthas
-
话题: 工程造价guofengjiao
-
话题: 工程造价jiaolei977
最新知识
21.6钢绞线-
话题: 工程造价queenie1121
-
话题: 造价软件jacklijack
相关问答
21.6钢绞线-
话题: 造价软件guokai850319
21.6钢绞线相关专题
- 郑州瑞隆城21号楼价格
- 截止阀j21w-64p什么意思
- 紧固件GB21-76是合法标准吗
- 河北定额踢21套定额
- 液气比为21是q为多少
- 西安钢材价格(4月21日)
- 外螺纹球阀Q21F的优点
- 三极管3CG21可用什么代替
- xl-21具体是什么柜子
- zrdjypvp-21*(2*1.0)是什么电缆
- 广东广州6层停车楼216#地上停车楼工程造价指标
- 国产1860级低松弛预应力钢绞线疲劳性能马林
- 有效控制无粘结预应力钢绞线锚后实际张拉力应注意的问题
- 负弯矩预应力钢绞线8m以内锚具型号5孔
- 盘条在钢绞线生产中存在的问题
- 架空光缆线路工程用材料指标要求电杆、钢绞线、铁件
- 先张法预应力混凝土钢绞线断丝、滑丝原因分析及预防措施
- 大跨度后张法有粘结预应力混凝土构件钢绞线束的张拉工法
- 挤压锚固2200MPa高强钢绞线拉索锚具锚固性能研究
- 后张法钢绞线理论伸长值计算公式说明及计算示例资料
- 后张法预应力混凝土钢绞线理论伸长值计算表
- 市政试预应力混凝土用钢绞线试验报告
- 公路桥梁预应力钢绞线用锚具、连接器试验方法及检验规则
- 公路桥梁预应力钢绞线用锚具、连接器试验方法和检验规则
- 各规格钢绞线理论重量
- YB-T179-2000锌-铝-稀土合金镀层钢绞线
- 不同荷载条件下预应力钢绞线双压花锚具性能的试验
- 2100D特清底漆
- 2100q浊度仪
- 2101四爪
- 2102三爪
- 2103两爪
- 2103两爪180℃
- 2104两爪
- 2104两爪90℃
- 2104年一级建造师考试时间
- 2105单爪
- 2106长单爪
- 210gr牡丹红
- 210t涤丝纺
- 210立方冷库造价概算
- 210系列全隐框玻璃幕墙
- 210系列全隐框玻璃幕墙(弧形)
- 210系列全隐玻璃框幕墙
- 211-F内螺纹PPR球阀
- 211-M外螺纹PPR球阀
- 211C9入墙水嘴
- 211C方形PPR球阀
- 211三通过滤网
- 211座便器软管
- 211按杆
- 211按钮(W211/W251/W281)
- 211排水固定螺丝
- 211排水底座
- 211排水筒
- 211排水阀总成(W211/W251/W281/W41)
- 211插销铰链