




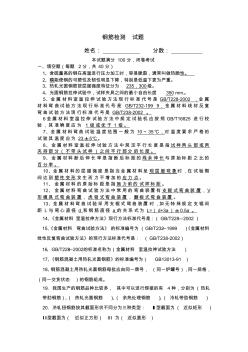
钢筋检测 试题 姓名: 分数: 本试题满分 100分,闭卷考试 一、填空题(每题 2分,共 40分) 1、含硫量高的钢在高温进行压力加工时,容易脆裂,通常叫做热脆性。 2、磷能使钢的可塑性及韧性明显下降,特别是低温下更为严重。 3、热轧光圆钢筋按屈服强度特征分为 235,300级。 4、光圆钢筋拉伸试验中,试样夹具之间的最小自由长度 350 mm.。 5、金属材料室温拉伸试验方法现行标准代号是 GB/T228-2002 ,金属 材料弯曲试验方法现行标准代号是 GB/T232-199 9,金属材料线材反复 弯曲试验方法现行标准代号是 GB/T238-2002 。 6金属材料室温拉伸 试验方法中规定试验机应按照 GB/T16825 进行校 验,其准确度应为 1 级或优于 1 级。 7、金属材料弯曲试验温度范围一般为 10~ 35℃,对 温度要求严格的 试验其温度应为 23±5℃。 8、金属材料
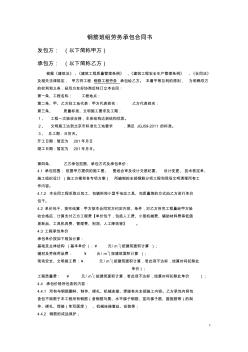
1 钢筋班组劳务承包合同书 发包方: (以下简称甲方) 承包方: (以下简称乙方) 根据《建筑法》 、《建筑工程质量管理条例》 、《建筑工程安全生产管理条例》 、《合同法》 及相关法律规定, 甲方将工程 钢筋工程劳务 承包给乙方。 本着平等互利的原则, 为明确双方 的权利和义务,经双方友好协商后特订立本合同: 第一条、工程名称: 工程地点: 第二条、甲、乙方驻工地代表:甲方代表姓名: 乙方代表姓名: 第三条、 质量标准、文明施工要求及工期: 1、 工程一次验收合格,主体结构达到结构优质。 2、 文明施工达到北京市标准化工地要求 ,满足 JGJ59-2011 的标准。 3、 总工期:日历天。 开工日期:暂定为 201年月日 竣工日期:暂定为 201年月日。 第四条、 乙方承包范围、承包方式及承包单价: 4.1 承包范围: 依据甲方提供的施工图、 图纸会审及设计交底纪要、 设计变更、
热门知识
2013钢筋-
话题: 工程造价jiajia2yujia

精华知识
2013钢筋-
话题: 工程造价donglichang2
-
话题: 造价软件yifan12170
最新知识
2013钢筋-
话题: 造价软件123zhoujian
-
话题: 造价软件haifeng1145
2013钢筋相关专题
- 开槽沉头螺钉M20的具体数据
- 蓝迪硅藻泥20公斤多少钱
- 老板煤气灶9b20与9b32哪个好
- 老板燃气灶价格表jz20y-1-xxx
- 老板灶具9b20和9b37哪款好
- 老板牌燃气灶jz20yxxx售价
- 立邦腻子粉20kg要多少钱
- 沥青混合料ac-20多少钱一吨
- 联多塑料pvc20线管多少钱1米
- 六角螺丝刀T20什么意思
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 圆形钢筋混凝土截面大偏压构件正截面承载力的简算法
- 智能建筑工程质量验收规范GB50339-2013
- 以工程实践为导向的钢筋混凝土结构课程教学方法
- 以位移为基础的钢筋混凝土桥梁墩柱抗震设计方法
- 柘溪水电站引水隧洞钢筋混凝土衬砌仿真模型试验
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 云南电网工程2013版建设预算费用构成及计算程序
- 依萨河二级水电站钢衬钢筋混凝土地面管与应用
- 柘溪水电站引水隧洞钢筋混凝土衬砌结构的可靠性分析
- 影响砌体墙钢筋混凝土墙组合结构抗震性能的因素
- 2013钢筋抽样剪力墙问题
- 2013钢筋新功能视频
- 2013钢筋中轴网存盘怎么存
- 2013工程量清单问题
- 2013公路造价师发证时间
- 2013广州门窗展
- 2013龙柏价格
- 2013年10月钢材价格是多少
- 2013年安陆的房价是怎样
- 2013年北京人防密闭门价格
- 2013年常州造价员
- 2013年初级造价员报名时间
- 2013年定额
- 2013年广联达清单
- 2013年湖北安装定额
- 2013年湖北定额
- 2013年湖北造价员考试教材
- 2013年湖南省二建考试时间
- 2013年火炬价格是多少
- 2013年江苏省造价员考试
- 2013年考试新新规定
- 2013年历次成品油调价记录
- 2013年隆回的房价怎么样
- 2013年清单的编制
- 2013年人防造价指数多少
- 2013年石膏矿产量万吨
- 2013年武汉绿化苗木信息价
- 2013年新清单规范下的定额
- 一建报考有哪些专业
- 2013年装修设计的流行趋势