




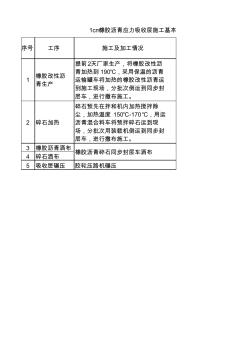
序号 工序 施工及加工情况 1 橡胶改性沥 青生产 提前2天厂家生产,将橡胶改性沥 青加热到 190℃,采用保温的沥青 运输罐车将加热的橡胶改性沥青运 到施工现场,分批次倒运到同步封 层车,进行撒布施工。 2 碎石加热 碎石预先在拌和机内加热搅拌除 尘,加热温度 150℃-170℃,用运 沥青混合料车将预拌碎石运到现 场,分批次用装载机倒运到同步封 层车,进行撒布施工。 3 橡胶沥青洒布 4 碎石洒布 5 吸收层碾压 胶轮压路机碾压 橡胶沥青碎石同步封层车洒布 1cm橡胶沥青应力吸收层施工基本 设备及厂家情况 设备 数量 厂家:江苏千落 沥青材料加工有 限公司; 生产设备:罐装 螺旋揽拌机设备 泉成2000型搅拌机 1台 30T胶轮压路机 1台 工基本情况 1辆 骏强牌 TB08-14 型
焊缝外观检验标 准 1、 目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、 适用范围 本标准适用于焊缝外观质量检验(自检和专检) 。 3、 焊接部外观检查项目 3.1 焊接缺陷: 3.1.1 咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2 焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔 指露在表面的气孔。 3.1.3 未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材 之间未完全熔化结合的部分。 3.1.4 未焊透:焊接时接头根部未完全熔透的现象。 3.1.5 裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而 形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6 未焊满:由于填充金属不足,在焊缝表面形成的
热门知识
1cm焊缝受力-
话题: 建筑施工yuhuashi1988
精华知识
1cm焊缝受力-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
-
话题: 工程造价zhuyanlong1
最新知识
1cm焊缝受力-
话题: 工程造价dahuang526
1cm焊缝受力相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 公路隧道Ⅴ级围岩初支型钢支架受力分布及动态变化
- 关于新增悬挑楼梯受力分析及其周边结构加固处理
- 核电厂主给水管道受力分析及恒力支吊架调整方法改进
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 劲性梁钢管砼柱不穿心节点钢管壁受力与梁端变形特点
- 国家体育馆钢结构现场焊缝一次合格率
- 某大跨度盖挖逆作地铁车站钢管混凝土柱受力计算分析
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 加载方式对钢管混凝土轴压短柱受力性能影响试验
- 加劲肋空心管现浇钢筋混凝土无梁楼盖受力性能试验
- 建筑槽钢悬挑脚手架施工方案(有受力计算书)培训课件
- 钢无缝化ERW焊管生产中产生焊缝横向开裂的原因分析
- 循环荷载作用下钢筋混凝土框格单元结构受力性能试验研究
- 椒江二桥组合梁施工过程中剪力钉局部受力分析与设计优化