




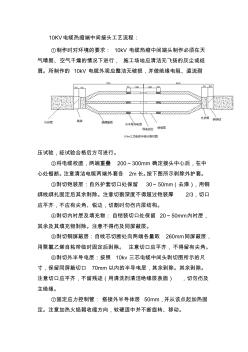
10KV电缆热缩端中间接头工艺流程: ①制作时对环境的要求: 10kV 电缆热缩中间端头制作必须在天 气晴朗、空气干燥的情况下进行, 施工场地应清洁无飞扬的灰尘或纸 屑。所制作的 10kV 电缆外观应整洁无破损,并做绝缘电阻、直流耐 压试验,经试验合格后方可进行。 ②将电缆校直,两端重叠 200~300mm 确定接头中心后,在中 心处锯断。注意清洁电缆两端外套各 2m长。按下图所示剥除外护套。 ③剥切铠装层:自外护套切口处保留 30~50mm(去漆),用铜 绑线绑扎固定后其余剥除。注意切割深度不得超过铠装厚 2/3,切口 应平齐,不应有尖角、锐边,切割时勿伤内层结构。 ④剥切内衬层及填充物:自铠装切口处保留 20~50mm内衬层, 其余及其填充物剥除。注意不得伤及同屏蔽层。 ⑤剥切铜屏蔽层:自线芯切断处向两端各量取 260mm同屏蔽层, 用聚氯乙烯自粘带临时固定后剥除。 注意切口应平齐,不
10KV电缆热缩端中间接头工艺流程: ①制作时对环境的要求: 10kV 电缆热缩中间端头制作必须在天 气晴朗、空气干燥的情况下进行, 施工场地应清洁无飞扬的灰尘或纸 屑。所制作的 10kV 电缆外观应整洁无破损,并做绝缘电阻、直流耐 压试验,经试验合格后方可进行。 ②将电缆校直,两端重叠 200~300mm 确定接头中心后,在中 心处锯断。注意清洁电缆两端外套各 2m长。按下图所示剥除外护套。 ③剥切铠装层:自外护套切口处保留 30~50mm(去漆),用铜 绑线绑扎固定后其余剥除。注意切割深度不得超过铠装厚 2/3,切口 应平齐,不应有尖角、锐边,切割时勿伤内层结构。 ④剥切内衬层及填充物:自铠装切口处保留 20~50mm内衬层, 其余及其填充物剥除。注意不得伤及同屏蔽层。 ⑤剥切铜屏蔽层:自线芯切断处向两端各量取 260mm同屏蔽层, 用聚氯乙烯自粘带临时固定后剥除。 注意切口应平齐,不
热门知识
10kv热缩中间头-
话题: 工程造价yufeng2511
精华知识
10kv热缩中间头-
话题: 电气工程zenghualong
最新知识
10kv热缩中间头-
话题: 工程造价vait1010cq
-
话题: 室内设计andysmallpig
10kv热缩中间头相关专题
- 卡套式管接头ZM10什么意思
- 老板7g10煤气灶和7g00的区别
- 冷镦钢swech10a属于生锈铁吗
- 梁箍筋15c10@100/200(4)什么意思
- 零下10度时土建
- 中国10大LED显示屏生产厂家
- 中国电线10大品牌有哪些
- 中国衣柜10大品牌有哪些
- 中联重科塔机TCT7015-10E价格
- 咨询一下88J2-10外墙62
- 应用于建筑10kV进线的电能质量在线监测装置
- 振荡波局放检测设备在10kV电缆局放测试中的应用
- 应用线路避雷器提高10kV配电线路防雷性能
- 关于环网柜与10kV电缆连接问题及其解决措施
- 关于印发10kV户外跌落式熔断器技术规范通知
- 广东某医院室外10KV进线电缆工程施工组织设计方案
- 光伏并网10KV环网箱、光伏并网10KV箱式变电站
- 基于10kV配电网地电位搭火线夹设计与节能性
- 广东某医院室外10KV进线电缆工程施工方案设计方案
- 国家电网公司配电网工程典型设计10kV配电变台分册
- 基于10kV小电阻接地系统架空线路接地故障指示器
- 基于DVP小区10kV变电所综合自动化系统设计
- 利民苑小区(保障性住房)10kV配电线路工程量清单
- 基于10kV配电线路标准化施工水平措施
- 架空绝缘导线在10kV配电网中应用及应注意问题
- 建筑电气10kV配电系统设计及设备选型常见问题分析
- 更换10kV直线杆现场标准化作业指导书范本
- 10KV热缩中间接头
- 10KV热缩中间电缆头
- 10KV热缩中间电缆头(三芯)
- 10KV热缩式户内电缆终端
- 10KV热缩式电缆中间头
- 10KV热缩户内电缆头
- 10KV热缩户内电缆头(三芯)
- 10KV热缩户内终端头
- 10KV热缩户外电缆头
- 10KV热缩户外电缆头(三芯)
- 10KV热缩户外终端头
- 10kv热缩电缆头
- 10kv热缩电缆头制作
- 10kv热缩电缆头制作视频
- 10kv热缩电缆头附件
- 10kv热缩电缆终端头
- 10kv热缩电缆附件
- 10kv热缩终端头
- 10KV热缩阻燃型母排保护套管
- 10kv熔断器
- 10kv熔断器额定电流
- 10kv环网柜cad系统图
- 10kv环网柜价格
- 10kv环网柜价格表
- 10kv环网柜型号
- 10kv环网柜尺寸
- 10kv环网柜系统图
- 10kv瓷套跌落式开关
- 10kv瓷拉棒绝缘子
- 10kv瓷柱式断路器