

2519铝合金角接结构的搅拌摩擦焊
格式:pdf
大小:550KB
页数:6P
人气 :68
 4.7
4.7
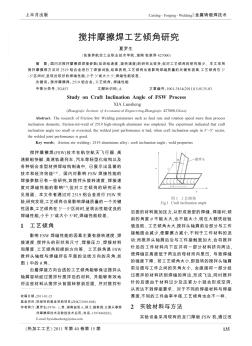
利用自行研制的搅拌摩擦焊机采用一种搅拌摩擦焊外侧角接的新方法对厚度为22 mm的2519铝合金进行了角接焊接试验,并对焊缝的微观组织、硬度等进行了分析.分析了搅拌针断裂原因及得出其断裂方式为剪切断裂.结果表明,搅拌摩擦焊外侧角接焊接的方法能够有效地进行角接焊接;合理的焊接工艺和搅拌针形状是焊接的关键;旋转频率在30~40 rad/s,焊接速度在90~120 mm/min的范围内都可以获得良好的接头外观.



 飞机铝合金壁板搅拌摩擦焊产品
飞机铝合金壁板搅拌摩擦焊产品 飞机铝合金壁板搅拌摩擦焊产品
中航工业北京赛福斯特技术有限公司(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,秉持“航空报国、强军富民”的主体理念,已成功实现我国大型飞机机身结构、油箱、口盖、地板结构、新型战斗机舱体、机翼结构和雷达冷板等部件的搅拌摩擦焊接,大幅提升了我国武器装备的制造技术水平。
铝合金搅拌摩擦焊研究现状 铝合金搅拌摩擦焊研究现状
搅拌摩擦焊具有熔化焊接无法比拟的优点,因此铝合金搅拌摩擦焊引起国内外学者的广泛关注。本文主要介绍了搅拌摩擦焊的工作原理和接头性能影响因素.详细介绍了国内外铝合金搅拌摩擦焊接头微观组织、接头力学性能和塑性流动机理以及搅拌摩擦焊焊接缺陷修补技术,指出了在塑型金属流动方面存在的不足,还需要进一步研究焊接接头质量的评定方法和搅拌摩擦焊接头缺陷的修补技术。
编辑推荐下载
飞机铝合金壁板搅拌摩擦焊产品 飞机铝合金壁板搅拌摩擦焊产品
格式:pdf
大小:692KB
页数:2P
4.8
中航工业北京赛福斯特技术有限公司(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,秉持“航空报国、强军富民”的主体理念,已成功实现我国大型飞机机身结构、油箱、口盖、地板结构、新型战斗机舱体、机翼结构和雷达冷板等部件的搅拌摩擦焊接,大幅提升了我国武器装备的制造技术水平。
铝合金搅拌摩擦焊研究现状 铝合金搅拌摩擦焊研究现状
格式:pdf
大小:879KB
页数:5P
4.3
搅拌摩擦焊具有熔化焊接无法比拟的优点,因此铝合金搅拌摩擦焊引起国内外学者的广泛关注。本文主要介绍了搅拌摩擦焊的工作原理和接头性能影响因素,详细介绍了国内外铝合金搅拌摩擦焊接头微观组织、接头力学性能和塑性流动机理以及搅拌摩擦焊焊接缺陷修补技术,指出了在塑型金属流动方面存在的不足,还需要进一步研究焊接接头质量的评定方法和搅拌摩擦焊接头缺陷的修补技术。
铝合金角接结构的搅拌摩擦焊热门文档
飞机铝合金壁板搅拌摩擦焊产品 飞机铝合金壁板搅拌摩擦焊产品
格式:pdf
大小:692KB
页数:2P
4.6
中航工业北京赛福斯特技术有限公司(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,秉持“航空报国、强军富民”的主体理念,已成功实现我国大型飞机机身结构、油箱、口盖、地板结构、新型战斗机舱体、机翼结构和雷达冷板等部件的搅拌摩擦焊接,大幅提升了我国武器装备的制造技术水平。
焊接方式对铝合金搅拌摩擦焊T型接头性能的影响 焊接方式对铝合金搅拌摩擦焊T型接头性能的影响
格式:pdf
大小:518KB
页数:3P
4.8
采用4种规格的搅拌头进行了2a70-t6铝合金t型接头搅拌摩擦焊试验,并对焊缝横截面进行了观察以及焊缝抗拉强度的测试。结果表明:焊缝中前进侧熔合过渡区的金属变形比返回侧剧烈,焊缝断裂往往发生在前进侧;在相同的焊接参数下,单道焊缝的焊核宽度与抗拉强度随着搅拌针直径的增大而增大,但增大的幅度较小,并列焊的焊缝抗拉强度仅为单道焊缝的93%左右;为了获取相同宽度的焊核,采用加粗搅拌针单道焊比并列焊更具有优势。
搅拌摩擦焊工艺倾角研究
格式:pdf
大小:1.1MB
页数:3P
4.8
国内对搅拌摩擦焊焊接参数(如进给速度、旋转速度)的研究比较多,但对工艺倾角的研究很少。本文采用搅拌摩擦焊方法对2519铝合金进行了焊接试验,结果表明,工艺倾角也是影响焊缝质量的关键性因素,工艺倾角在3°~5°区间时,呈现出较好的焊缝性能,小于3°或大小5°,焊缝性能较差。
1.8mm 2024-T4铝合金板的搅拌摩擦焊接 1.8mm 2024-T4铝合金板的搅拌摩擦焊接
格式:pdf
大小:947KB
页数:4P
4.4
采用搅拌摩擦焊方法对厚度为1.8mm2024-t4铝合金薄板进行焊接实验,通过高压水冷装置来控制由残余应力产生的失稳翘曲变形,并对焊缝的微观组织与力学性能进行了分析。结果表明:用搅拌摩擦焊方法焊接1.8mm厚的2024-t4铝合金薄板可得到外表成形美观、内部无缺陷的平板对接接头。在冷却水压为0.4mpa、搅拌针旋转速度为2100r/min、焊接速度为120mm/min时,搅拌摩擦焊的焊接接头强度可达到377.9mpa,达到母材强度的80.39%。
6061-T6铝合金薄板的搅拌摩擦焊接 6061-T6铝合金薄板的搅拌摩擦焊接
格式:pdf
大小:2.9MB
页数:8P
4.6
采用搅拌摩擦焊(fsw)技术对1mm厚6061-t6铝合金薄板进行了对接.研究了焊接工艺参数的范围,实验测试了焊接接头的强度、硬度和延伸率,利用金相显微镜、扫描电镜和透射电镜分析了接头的微观组织.结果表明:对于1mm厚度6061-t6铝合金,fsw的最优工艺参数为旋转速度1800r.min-1,焊接速度1000mm.min-1;在此参数下,接头的硬度值达到母材的80%左右,抗拉强度达到母材的103%,延伸率达到母材的54%;接头的力学性能与微观结构相符.
铝合金角接结构的搅拌摩擦焊精华文档
常用铝合金角铝规格
格式:pdf
大小:30KB
页数:2P
4.7
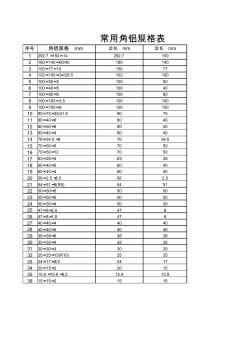
序号角铝规格mm边长mm边长mm 1292.7×150×14292.7150 2180×140×60/40180140 3150×77×1015077 4102×100×34/28.5102100 5100×50×510050 6100×40×510040 7100×80×610080 8100×100×3.5100100 9100×100×6100100 1090×75×25/41.59075 1180×40×88040 1280×50×68050 1380×40×48040 1476×34.5×37634.5 1570×50×57050 1670×50×127050 1763×28×46328 1860×40×56040 1960×40×460
常用铝合金角铝规格
格式:pdf
大小:31KB
页数:2P
4.4
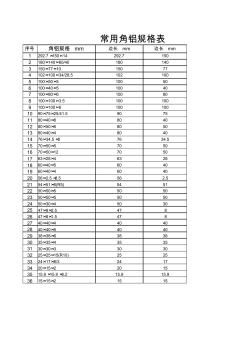
序号角铝规格mm边长mm边长mm 1292.7×150×14292.7150 2180×140×60/40180140 3150×77×1015077 4102×100×34/28.5102100 5100×50×510050 6100×40×510040 7100×80×610080 8100×100×3.5100100 9100×100×6100100 1090×75×25/41.59075 1180×40×88040 1280×50×68050 1380×40×48040 1476×34.5×37634.5 1570×50×57050 1670×50×127050 1763×28×46328 1860×40×56040 1960×40×460
铝合金薄板搅拌摩擦焊接残余变形的数值分析 铝合金薄板搅拌摩擦焊接残余变形的数值分析
格式:pdf
大小:1008KB
页数:6P
4.5
大尺寸6056铝合金薄板经过搅拌摩擦焊接实验后出现了严重的面外变形,虽然变形程度小于熔化焊结果,但已经影响到被焊薄板的装配和使用.为详细研究和预测铝合金薄板在搅拌摩擦焊后的残余变形,以焊接实验条件为基础,建立了搅拌摩擦焊接三维有限元热力耦合分析模型.模型中涉及了利用搅拌头工作转矩计算热输入量、工件和卡具之间的接触热传导、随温度变化的材料模型,以及综合考虑搅拌头机械作用等工作.利用该模型可以得到不对称的纵向残余应力结果,残余变形的趋势在整块板上都与实验结果相同,而且变形量和实验测量值之间的误差在20%以内.
2A70-T6铝合金T型接头搅拌摩擦焊工艺研究 2A70-T6铝合金T型接头搅拌摩擦焊工艺研究
格式:pdf
大小:1.1MB
页数:4P
4.7
采用3种规格的搅拌头进行2a70-t6铝合金t型接头搅拌摩擦焊试验,并对焊缝横截面进行观察以及焊缝抗拉强度的测试。结果表明:焊缝中前进侧过渡区的金属变化急剧,拉长的晶粒成流线状分布,返回侧过渡区的金属变化缓和,由焊核区细小晶粒缓慢过渡至母材较大的晶粒;随着搅拌针根部直径的增加,焊核的宽度也增大;为了获得无缺陷的接头,焊接速度增大时,顶锻压力必须协同增大,随着顶锻压力的增大,焊缝的抗拉强度也增大。
7050铝合金搅拌摩擦焊接头软化区温度检测 7050铝合金搅拌摩擦焊接头软化区温度检测
格式:pdf
大小:386KB
页数:3P
4.7
通过搅拌摩擦焊接头硬度测试,确定了焊缝两侧软化区分布区域;在软化区埋设热电偶,进行搅拌摩擦焊接实验,检测不同测温点的热循环曲线。将焊后接头进行硬度测试,确定硬度最低点位置,对应测温孔分布位置,获得软化区硬度最低点热循环曲线。
铝合金角接结构的搅拌摩擦焊最新文档
异种铝合金单层板与双层板对搭接搅拌摩擦焊 异种铝合金单层板与双层板对搭接搅拌摩擦焊
格式:pdf
大小:940KB
页数:4P
4.6
将一块厚4mm的lf5铝板与两块厚2mm的6063铝板组成异种铝合金对搭接复合接头,进行搅拌摩擦焊工艺试验并优化焊接参数,获得优质焊缝。重点研究搅拌头转速、搅拌针偏移量对复合接头抗拉强度的影响,并对焊缝表面及横截面宏观形貌、焊缝"洋葱环"组织形貌、焊缝缺陷等进行观察。分析在搅拌针选取不同偏移量的条件下,双层板一侧的搭接界面迁移行为的变化,及其影响焊缝抗拉强度的原因。在优化后的搅拌摩擦焊工艺参数下,实验获得的复合接头最高强度系数可达到6063铝合金母材的72%。
 铝合金平板搅拌摩擦焊接应力变形分析
铝合金平板搅拌摩擦焊接应力变形分析 铝合金平板搅拌摩擦焊接应力变形分析
格式:pdf
大小:1.0MB
页数:5P
4.8
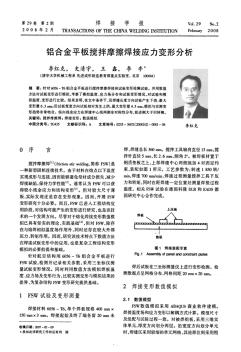
针对6056-t6铝合金平板进行搅拌摩擦焊接和试板变形检测试验。并用数值方法对试板变形进行模拟,考察了模拟温度、应力场分布和试板变形情况,对试验和模拟温度、变形进行比较。结果表明,在文中条件下,沿焊缝长度方向试板产生下挠,最大变形量6.3mm;沿试板宽度方向试板相对发生上拱,最大变形量4.5mm,模拟与实测变形趋势非常吻合。纵向残余应力在焊缝中心线两侧非对称性分布,前进侧大于回转侧。
等径弯曲通道变形镁合金的搅拌摩擦焊接 等径弯曲通道变形镁合金的搅拌摩擦焊接
格式:pdf
大小:1.1MB
页数:4P
4.7
研究了等径弯曲通道变形az31镁合金的搅拌摩擦焊工艺,对焊缝的成形特点和力学性能进行了分析。试验结果表明,对厚为15mm的等径弯曲通道变形az31镁合金板,工艺参数对焊缝成型有很大的影响,成型性能对焊接速度的敏感程度较铝合金板要大,当焊接速度为37.5mm/min和搅拌头旋转速度为750r/min时,可以获得较好的焊接质量。
 5A06铝合金厚板搅拌摩擦焊工艺研究
5A06铝合金厚板搅拌摩擦焊工艺研究 5A06铝合金厚板搅拌摩擦焊工艺研究
格式:pdf
大小:2.0MB
页数:3P
4.4
利用正交试验法研究了搅拌摩擦焊工艺参数对20mm厚的5a06-h112铝合金板接头组织和力学性能的影响。结果表明:焊接速度对接头抗拉强度影响最大,而搅拌头轴肩直径和旋转速度依次减小;采用最优组合参数焊接的试样其抗拉强度可达365mpa;由于搅拌摩擦焊焊缝中前进侧的熔合过渡区的界面变化急剧,因此断裂往往发生在该熔合过渡区;随着退火温度升高,焊核原本细小的等轴晶粒开始长大,并伴随着β(mg2al3)相从α(al)基体中析出,虽然焊核的晶粒变得粗大,但焊缝的抗拉强度降低的幅度较小。
轨道车辆铝合金侧墙搅拌摩擦焊工装柔性化设计 轨道车辆铝合金侧墙搅拌摩擦焊工装柔性化设计
格式:pdf
大小:49KB
页数:2P
4.5
为了保证轨道车辆在其制造阶段中,铝合金材质侧墙结构搅拌摩擦焊接操作中所使用的工装能在利用率、操控质量、焊接便捷性等方面有所提升,目前出现了柔性类型的工装结构,并通过这一结构的使用大大的强化了焊接操作中工装的各方面性能.本文就轨道车辆在其制造阶段中铝合金材质侧墙结构搅拌摩擦焊接操作中所使用的柔性工装进行了分析.
铝和镀锌钢板的搅拌摩擦焊搭接分析 铝和镀锌钢板的搅拌摩擦焊搭接分析
格式:pdf
大小:735KB
页数:5P
4.4
对异种材料dp600镀锌双相钢板和1060工业纯铝进行了搅拌摩擦焊搭接试验(铝板在上,钢板在下).从接头横截面的金相形貌可以发现,在前进侧和返回侧,钢像两个钉子一样进入铝中.在微观上,钢和铝以河流状的形式充分地混合在一起.在焊核区和热力影响区,钢和铝之间形成了一层有一定宽度的由两种材料呈带状交错分布组成的过渡层.力学性能测试表明,过渡层的显微硬度较高,接头抗剪强度达到母材77%,形成了力学性能较好的焊缝.xrd物相分析发现在断面产生了金属间化合物al13fe4.
低碳钢搅拌摩擦焊用摩擦头的失效研究 低碳钢搅拌摩擦焊用摩擦头的失效研究
格式:pdf
大小:644KB
页数:4P
4.4
选用yg8硬质合金作为摩擦头材料进行低碳钢的搅拌摩擦焊试验。采用游标卡尺测量工具、x射线衍射仪和能谱仪等分析摩擦头在焊接过程中的主要失效形式。结果表明,yg8硬质合金摩擦头在低碳钢的搅拌摩擦焊过程中的主要失效形式为机械磨损、氧化剥落、搅拌针脆性断裂和轴肩变形失效等。引起失效的主要原因是摩擦头长时间的高温高压摩擦,导致粘结相co分布不均匀或部分扩散流失,严重破坏了硬质合金的骨架模型;失效后摩擦头组织中出现了游离碳和硬脆相co6w6c,减弱粘结相co对基体相碳化钨的固溶强化作用,最终导致摩擦头的硬度、强度和耐磨性等下降。
搅拌摩擦焊三维数控焊机搅拌头补偿研究
格式:pdf
大小:211KB
页数:4P
4.8
根据已研制的三维数控焊搅拌摩擦焊机结构,研究了搅拌头长度补偿模型,给出了搅拌头长度补偿计算公式及坐标转换关系。
铝合金角接结构的搅拌摩擦焊相关
文辑推荐
知识推荐
百科推荐


职位:消防电施工员
擅长专业:土建 安装 装饰 市政 园林


