

工时定额作业手册
格式:pdf
大小:24KB
页数:1P
人气 :77
 4.4
4.4
杭州中瑞思创科技股份有限公司 第 1 页 工时定额作业手册 一、作业名称:工时定额 路径:在金蝶 K/3主界面中,选择〖系统设置〗→〖基础资料〗→〖公共资料〗→ 49011〖物料〗 二、目的:为财务 ,销售 ,物流报价 ,计算工资提供依据。 三、适用范围: 适用于本公司的所有 EAS产品。 四、作业内容及要求: 涉及部门 岗位 作业内容 作业要求 生技部 (一)、工时定额 1. 进入〖系统设置〗→〖基础资料〗→〖公共资料〗 →49011〖物料〗界面; 依照制造部提供的工艺流程工时表手工新增或修改 单位标准工时和年初工时 ,确保准确无误后点〖保 存〗 . 2.年初工时维护要求如下: ①新产品只需维护标准工时,年初工时自动带出; ②新的规格增加时需注意,如新增规格所需的工艺没 有变动(即之前有相同工艺的规格) ,则其标准工时、 年初工时分别按之前规格的标准工时、年初工时;新 增规格为不同工艺



工时定额作业手册(20200924133049)
杭州中瑞思创科技股份有限公司 第1页 工时定额作业手册 一、作业名称:工时定额 路径:在金蝶k/3主界面中,选择〖系统设置〗→〖基础资料〗→〖公共资料〗→49011〖物料〗 二、目的:为财务,销售,物流报价,计算工资提供依据。 三、适用范围:适用于本公司的所有eas产品。 四、作业内容及要求: 涉及部门岗位作业内容作业要求 生技部(一)、工时定额 1.进入〖系统设置〗→〖基础资料〗→〖公共资料〗 →49011〖物料〗界面; 依照制造部提供的工艺流程工时表手工新增或修改 单位标准工时和年初工时,确保准确无误后点〖保 存〗. 2.年初工时维护要求如下: ①新产品只需维护标准工时,年初工时自动带出; ②新的规格增加时需注意,如新增规格所需的工艺没 有变动(即之前有相同工艺的规格),则其标准工时、 年初工时分别按之前规格的标准工时、年初工时;新 增规格为不同工艺

工时定额标准
1 钣金件工时定额试行标准(2010-10-26) 一、下料 1.气割下料 (1)方板,法兰类 厚度方板法兰 φ100以下φ100~φ200φ201~φ300φ301~φ400φ401~φ500 δ12以下15分/m8分10分15分20分25分 δ16~3020分/m10分15分20分25分35分 δ35~5525分/m15分20分25分30分40分 δ60~7535分/m20分25分35分50分55分 δ80以上45分/m (2)型材类 角钢0.5米以下0.5~1米1~2米2米以上2~3米3~4米4~7米7米以上 l30~l605分10分15分20分 l70~l10010分15分20分25分 l120~l16015分20分25分30分 槽钢 [50~[10
编辑推荐下载

装焊工时定额
格式:pdf
大小:1.9MB
页数:22P
4.7
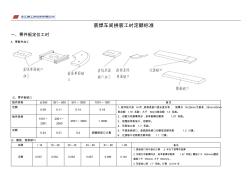
装焊车间拼装工时定额标准 一、零件板定位工时 1、零配件加工 ①、零件板破口 板件规格≤300301~500501~10001001~1501备注 定额 0.090.110.140.18 1、板件剖口按h/件,规格是剖口面长度总和,板厚以16-28mm为基准,28mm-60mm 取定额1.18系数;大于60mm取定额1.3系数。 2、切割为双割嘴同步,若单割嘴切割乘1.67系数。 3、若腹扳单侧坡口,定额同。 4、双面坡口乘1.7系数。 5、平面曲线破口、曲面直线破口切割取定额系数1.2计算。 6、过渡破口切割取定额系数1.1计算。 板件规格 1501~ 2001 2001~ 2500 2501~3000>3000 定额 0.240.310.4按腹板剖口计算 ②、腹板、面板破口 板厚<1616~2830~4545~60
工时定额作业手册热门文档
工时定额标准 (2)
格式:pdf
大小:136KB
页数:11P
4.5
洛阳牡丹通讯股份有限公司 技术质管部工作手册 编号:技术/lmhg 第1版第0次修改 标题:工时定额标准受控号:第1页共11页 拟制:审核:批准:日期:2007年7月 1.总则 工时定额是产品成本核算的基本要素,是付给劳动报酬的基本依据,是确定劳动定员的原始数据。 因此,工时定额在企业管理中占有重要地位。由于种种原因,我公司的工时定额一直没有纳入标准化管理, 制定此标准的目的就是建立起工时管理标准的雏形,并在以后实践中逐步修改和完善,一切做到有凭有据。 一个产品的工时定额分为三个部分,包括常规加工工时定额、临时工时和辅助工时定额。由此,本标 准相应地分为常规加工工时定额标准、临时工时的核算原则和辅助工时定额的计算方法三个部分。 即,产品级工时定额=(常规工时定额+辅助工时定额+临时工时)。(公式1.1) 式中,
工时定额制定
格式:pdf
大小:522KB
页数:19P
4.5
第十三章应用工业工程制定工时定额 第一节劳动定额概述 一、劳动定额的概念 劳动定额是指在一定生产技术,组织条件下,采用科学合理的方法,为生产一定量的 合格产品或完成一定量的工作,所预先规定的劳动消耗量的限额。 劳动定额的概念中包括以下几个要点: (1)劳动定额是在一定条件下制定的,劳动定额不能脱离具体的生产,技术,组织条件。 生产条件是指生产规模,生产协作,原材料,燃料,动力等方面供应的状况,生产作业环境 和劳动条件等;技术条件是指机械设备的先进和自动化程度,加工工艺操作方法,各种技术 措施,工艺装备,计量检测试验手段的状况以及工作地的各种运输,照明,信息传递,安全 保障等方面的状况;组织条件包括生产过程的组织和劳动组织两方面,企业生产经营管理的 水平,工作地供应,服务,半成品,成品保管,设备维修保养,劳动力合理配置等情况。 (2)劳动定额的对象是劳动者的劳动量,即劳动者在劳
 简述实动工时测定及与定额工时的关系
简述实动工时测定及与定额工时的关系 简述实动工时测定及与定额工时的关系
格式:pdf
大小:1.7MB
页数:2P
4.6
本文主要对实动工时的测定和分析,借助数学分析工具对劳动定额进行制订、修订,进一步完善劳动定额。定额管理是一项重要的基础性工作,通过定额管理,可以合理安排组织生产、调配人员、控制生产进度,降低制造成本,提高公司的经济效益,增强企业市场竞争力。
简述实动工时测定及与定额工时的关系 简述实动工时测定及与定额工时的关系
格式:pdf
大小:1.7MB
页数:2P
4.3
本文主要对实动工时的测定和分析,借助数学分析工具对劳动定额进行制订、修订,进一步完善劳动定额。定额管理是一项重要的基础性工作,通过定额管理,可以合理安排组织生产、调配人员、控制生产进度,降低制造成本,提高公司的经济效益,增强企业市场竞争力。
油漆工时定额手册
格式:pdf
大小:35KB
页数:10P
4.4
油漆工时定额手册 鲁南装备制造有限责任公司 装配工时定额手册 液压支架装配—油漆分册 工艺研究所 2014-01-01 一.适用范围 ,1,适用产品:液压支架结构件; ,2,涂层类型:矿山机械一般防护涂层; ,3,涂装类别:a类; ,4,产品使用环境:一般使用环境,安装在内陆地区的一般产品,;二.参 考标准 ,1,《gb/t14163-2009工时消耗分类、代号和标准时间构成》 ,2,《ld/t122-2004劳动定员定额标准的结构和编写觃则》 ,3,《jb/t9169.6-1998工艺管理导则工艺定额编制》 ,4,《gb/t14002-2008劳动定额术语》 三.涂料 1.涂层总厚度/底漆厚度:80-120μm/35-60μm; 2.底漆:c06-1铁红醇酸底漆;c06-11铁红醇酸底漆;c53
工时定额作业手册精华文档

工时定额编制标准焊接
格式:pdf
大小:100KB
页数:3P
4.6
1、规范说明: 1.1、本规范工时定额包括:基本时间、辅助时间、布置工作场地时间、休息与生理需要时间、准备与结束时间。 1.2、本规范是以普通碳钢、co2气体保护焊接为基准。 1.3、布置工作地时间30分钟,休息与生理需要时间35分钟,准备终了时间25分钟。 2、焊接作业时间t(根据《船体分段焊接作业工时研究及智能计算方法》(哈尔滨工程大学学报2011年9月份 研究论文成果) 2.1焊接基本时间tj tj= sv la (min) 其中a为焊缝横截面面积mm 2 ,l为焊缝长度m,v为焊接速度(m/min),s为焊丝横截面面积mm2,ω为焊 丝的熔敷率。 注:实芯co2气体保护焊丝熔敷率取85%。 2.2焊接辅助时间tf(min) tf=tj×30% 2.3t=tj+tf 3、工件重量系数k 工件重量(
![工时定额计算标准[1]](https://files.zjtcn.com/group1/M00/43/75/CgoBZ2AfCI2AWzs8AAAMAnZusTo965.jpg)
工时定额计算标准[1]
格式:pdf
大小:648KB
页数:13P
4.5
工时定额计算标准 一.锯床工时定额计算标准 1.工时计算公式:t=(kmt机+nt吊+t装卸)k2 式中:km—材料系数 n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2) 2.机动时间:t机 2.1.方料: 式中:h-板厚mm kb-材料宽度系数,查下表 b<5050-8080-150>150 kb0.951.01.051.08 2.2.棒料: 式中d—棒料外径mm 2.3.管料: 式中d0—管料内径;mm 2.4..方管: 式中:h—方管外形高mm;h0—方管内腔高mm;b0—方管内腔宽mm; 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料:t=(0.12+n0.0519h+0.001l)k2-0.00013h0*b0(mi

焊接工时定额
格式:pdf
大小:509KB
页数:15P
4.3
面积v型对接 82.51665605 88.48075767 95.59955982 103.8730625 113.3012657 123.8841695 135.6217738 148.5140787 162.561084 177.76279 194.1191964 211.6303034 230.296111 258.616619 280.0918277 302.7217368 326.5063465 351.4456567 377.5396675 面积面积校核 5467.5 5467.5 5467.5 5467.5 5467.5 88110 130162.5 180225 238297.5 未开坡口法兰接管焊接 119.3 111.6 177.6 166.5 155.9 145.9 单边v坡 104.5 98.02 92.06 86.67 136.5 12

焊工工时定额标准
格式:pdf
大小:226KB
页数:12P
4.8
1 钣金件工时定额试行标准下料 1.气割下料 (1)方板,法兰类 厚度方板法兰 φ100以下φ100~φ200φ201~φ300φ301~φ400φ401~φ500 δ12以下15分/m8分10分15分20分25分 δ16~3020分/m10分15分20分25分35分 δ35~5525分/m15分20分25分30分40分 δ60~7535分/m20分25分35分50分55分 δ80以上45分/m (2)型材类 角钢0.5米以下0.5~1米1~2米2米以上2~3米3~4米4~7米7米以上 l30~l605分10分15分20分 l70~l10010分15分20分25分 l120~l16015分20分25分30分 槽钢 [50~[10010分15分20分30分
定额作业
格式:pdf
大小:5KB
页数:1P
4.6
1.某砌砖小组由4人组成,砌一砖半砖基础,2天内砌完22.6m3,则单位产品时 间定额是多少。 2.某砌砖小组由4人组成,砌一砖半砖基础,工人的时间定额为0.354工日/m3, 则小组完成产品的产量定额是多少。 3.某土方工程二类土,挖基槽的工程量为450m3,每天有24名工人负责施工, 时间定额为0.205工日/m3,试计算完成该分项工程的施工天数。 4.有140m3二砖混水外墙,由11人砌筑小组负责施工,产量定额为0.862m3/工 日,试计算其施工天数。 5.根据下列现场测定资料,计算每100m2水泥砂浆抹地面的时间定额和产量定 额。 基本工作时间:1450工分150m2;辅助工作时间:占全部工作时间3%;准备与结 束工作时间:占全部工作时间2%;不可避免的中断时间:占全部工作时间2.5%; 休息时间:占全
工时定额作业手册最新文档
服装生产中动态工时定额的制定及应用 服装生产中动态工时定额的制定及应用
格式:pdf
大小:476KB
页数:3P
4.5
目前在服装企业小批量生产中,工时定额通常只能作为静态指标,而不能反映工时的动态变化,应用学习曲线制定动态工时定额是解决这一问题的有效方法。该方法通过拟合流水线的学习曲线确定批量系数,根据不同的批量条件用批量系数对标准工时进行修正,从而满足了工时动态管理的需要。该方法通过实例验证可行,使企业能获得更精确的基础管理数据,应用于成本核算、生产计划编制和劳动报酬支付等工作环节。
劳动工时定额制定工作程序标准
格式:pdf
大小:13KB
页数:2P
4.5
劳动定额管理工作程序标准 工作程序工作内容质量要求 ↓↓↓ 准备收集并熟悉资料:如生产类型、工艺规程、工艺装备、产品图纸、技术资料等。熟悉资料,选择最合适的 选择定额制定方法(技术测定法、统计分析法、比较类推法、经验法等)。定额制定方法。 ↓↓↓ 劳动定额制定制定各产品零件的工时消耗定额,要结合车间实际,切实掌握定额水平和平衡。定额制定要平均、先进, (达额率≤130%) ↓↓↓ 贯彻执行随生产任务要求,及时填写各加工件工艺路线单给计划调度员,首制件跟踪定额严肃认真,组织落实。 执行情况与分析,及时发现与解决问题。定型产品定额要建立定额台账。 ↓↓↓ 信息反馈把外协件、试制件的工时定额,定型产品的工时定额资料传递有关单位,按月统信息准确,交换及时。 计定额与实动工时完成情况报有关单位。 ↓↓↓ 统计分析汇总分产品分工种(设备)定额与实动的统计表
基于典型工序的工时定额制定方法 基于典型工序的工时定额制定方法
格式:pdf
大小:110KB
页数:3P
4.7
针对工时定额的制定所存在的问题,分析了工时定额的制定现状、影响工时定额的制定的重要因素以及零件的工艺特性等,提出了基于典型工序的工时定额的制定方法,阐述了典型工序的编码方法及其基准工时制定方法,并制定了典型工序基准工时选择规则及其计算方法。
服装典型工序工时定额制定方法 服装典型工序工时定额制定方法
格式:pdf
大小:220KB
页数:4P
4.3
为提高工时制定的精度和速度,实现工序工时智能化,提出通过典型工序制定工时的方法。这种方法是运用成组技术相似性原理形成复合工艺,对复合工艺中的工序采用混合方式编码,通过工序决策特征码是否相似形成典型工序,然后通过实测求加权平均值为典型工序制定基准工时,分别存入典型工序库和基准工时定额库,最后采用就近原则选择典型工序基准工时和通过输入浮余时间参数计算典型工序的标准工时。结果表明,采用这种方法可实现服装计算机辅助工艺过程设计(capp)智能形成典型工序,准确计算工时定额,效率高,误差小。
计算机辅助工时定额系统中的定额测算模型研究 计算机辅助工时定额系统中的定额测算模型研究
格式:pdf
大小:873KB
页数:3P
4.3
针对国内现有的辅助工时定额系统大多“偏重时间研究,忽视方法研究”,提出了基元化的计算机辅助工时定额系统,构架了基元化定额测算模型的体系结构,建立了作业元模型和工艺基元模型。系统对时间研究与方法研究并重,有助于改变国内定额方法落后,定额水平低下的现状。
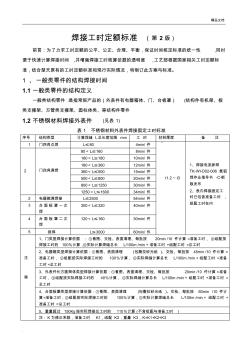
焊接工时定额标准(发布版-焊接)
格式:pdf
大小:49KB
页数:3P
4.7
精品文档 . 焊接工时定额标准(第2版) 前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时 便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标 准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。 1、一般类零件的结构焊接时间 1.1一般类零件的结构定义 一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板 类支撑架、方管类支撑架、圆柱体类、等结构件零件 1.2不锈钢材料焊接外表件(见表1) 表1不锈钢材料外表件焊接固定工时标准 序号结构类型计算焊缝l总长度范围mm工时材料厚度备注 1门四角点焊l≤804min/件 ̄ 2门四角满焊 80<l≤1608min/件 160<l≤18010min/件 t1.2~t3
面向非标准化制造的工时定额研究
格式:pdf
大小:1.1MB
页数:1P
4.4
一切非标准化制造企业的生产通常都缺乏合理的行业规范指标,毕竟相关客户阶段化需求不断变更,由此延展的产品类型、订单内容和柔性生产调试规则十分繁琐。尤其工时定额作为企业生产管理的基础适应单元,对应生产系统各个方面都将提供合理经验指导。因此,笔者主要联合传统工时定额方式加以内涵机理拆解,由此构筑面向非标准化制造的工时定额体制规划方式和对应预算验证模型,并将后期新订单前期测算数值和长春客车厂内部车辆实际生产工时予以精确对比验证,确保有关定额单元重组法和预测模型对一切非标准化制造生产模式的高度适应作用得以全面发挥。
工时定额考核制度试行的分析研究
格式:pdf
大小:104KB
页数:1P
4.3
随着经济增速的换挡以及经济结构的不断调整优化,工时定额考核制度在精细化管理考核企业里越来越受推崇。本文对工时定额考核制度在企业里如何试行加以阐述,并对其后续工作进行分析研究,在一定程度上具有借鉴意义。
机械制造辅助加工时间定额研究
格式:pdf
大小:371KB
页数:1P
4.6
在我国现代的制造业中,难以对机械加工的辅助时间做出准确的定论,可以说当前仍然没有合适的方法能够解决这一问题。针对该问题,相关人员已经做出了大量的研究以及实验,最终在众多的方法中选取出回归分析法,该方法能够较为精准的评估出相应的时间,为生产活动提供了大量的参考依据,在今后的生产加工中,可以得到更进一步的推广,为企业的生产创造更大的价值。本文以上述内容为重点,进一步分析了产品定额与成本管理之间的关系,希望能够有参考的价值。
工时定额作业手册相关
文辑推荐
知识推荐
百科推荐

职位:副总监理工程师
擅长专业:土建 安装 装饰 市政 园林


