




钢结构组装工艺
钢结构组装工艺 一、钢结构安装预备工作 在钢结构安装预备阶段,需做好以下工作: 1.编制钢结构工程的施工组织设计 其内容包括:计算钢结构构件和连接的数量;选择起重机械;确定流水程序;确定吊装方法;制定进 度计划;确定劳动组织;规划钢构件堆场;确定质量标准、安全措施和特别施工技术等。 选择起重机械是钢结构安装的要害。起重机械的型号和数量必须满意钢构件的吊装要求和工期要求; 但层工业厂房面积大,宜采用自行式起重机械。对重型钢结构厂房,可选用cc2000-30t履带式起重 机和ⅱ-ⅱ1495-100t履带式起重机等。 在确定吊装流水程序时,首先要确定每台起重机械的工作内容和各台起重机械之间的相互配合。其内 容深度,要达到要害构件反映到单件,竖向构件反映柱列,屋面部分反映到节间。对重型钢结构厂房, 柱子重量大,要分节吊装。 在确定吊装顺序时,要考虑安装构件方便和满意生产
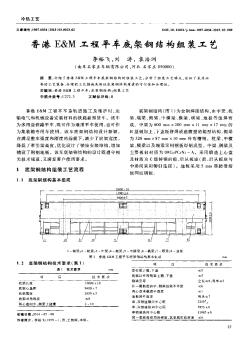
香港E&M工程平车底架钢结构组装工艺
介绍了香港e&m工程平车底架钢结构的组装工艺,分析了组装工艺难点,论证了采用必要的工艺装备、合理的工艺措施来保证底架钢结构质量的可行性和合理性。
编辑推荐下载
 厂修客车车体钢结构矫正工艺
厂修客车车体钢结构矫正工艺 厂修客车车体钢结构矫正工艺
格式:pdf
大小:291KB
页数:2P
 4.7
4.7
对车体钢结构产生变形的原因分析,阐述了在其矫正过程中需重点解决的4个关键环节,规范了工艺步骤,切实有效地解决了车体钢结构变形矫正的难点问题。
单元体组装工艺
格式:pdf
大小:17KB
页数:3P
4.3
1.单元板块组装工艺流程 产前准备t材料领用t组件t框架组合t板块组装t板块清洗t检 验t固化 1.1组装前的准备工作 a.板块尺寸较大,需用专用组装平台。 b.根据工艺文件的工序安排合理排布生产线。 c.配备单元组装所需各种工具,对工具进行检验,试用,能正常工作。 d.领料,根据每批单元幕墙的加工细目,领取标准件、胶条、玻璃组件、 单元连接件、铝型材框架材料、密封胶等。 1.2单元幕墙板块的组装 a.在组装每一个单元板块前都应认真清理工作台面,防止在组装过程中 划伤铝型材。 b.在所有横、竖龙骨交接面涂耐候密封胶后,按组装图组框,在用螺钉 联接横竖框前,应在钉孔内注入耐候密封胶,以确保螺钉的防松及钉孔 处的水密性。 c.在组框时应着重控制型材拼接处的平整,板块的外形尺寸及对角线的 差值。 d.凡打胶外型材表面必须用溶脂性、去污性
大轴重矿石车车体钢结构组装工艺研究热门文档

H型钢组装工艺
格式:pdf
大小:119KB
页数:9P
4.6
组装工艺 编号:lr-zcgy-zz-004 编制: 审核: 日期: 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t<40 时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为q345c,且 单个规格使用<60t时材质为q345b;槽钢材质为q345b;角钢材质为q235b。 放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 1.4箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于20
H型钢组装工艺
格式:pdf
大小:139KB
页数:11P
4.8
h型钢组装工艺 组装工艺 编号:lr-zcgy-zz-004 编制: 审核: 日期: h型钢组装工艺 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t <40时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为 q345c,且单个规格使用<60t时材质为q345b;槽钢材质为q345b;角钢材质为q235b。 1.2放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 1.3对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检
地铁车辆紧急疏散门结构及组装工艺 地铁车辆紧急疏散门结构及组装工艺
格式:pdf
大小:211KB
页数:1P
4.6
地铁车辆顾名思义多以地下运营为主,以一列6节编组列车为例,每节车定员载客平均约为300人,全列车定员载客约1800人。列车在运营过程中一旦发生紧急情况,须有特定装置保证乘客能够安全逃离车辆。为此,车辆设计方在列车两端司机室前端各装设了一套紧急疏散门系统。本文以a型地铁车辆紧急疏散门为例,简单介绍其结构及安装调节工艺。

节段组装工艺及预拼装
格式:pdf
大小:913KB
页数:13P
4.7
一、施工准备....................................................................................2 二、桁架节段划分............................................................................2 三、拼接钢板的装配........................................................................3 四、节段组装工艺............................................................................3 4.1、节段a、b、c组装..........................
大轴重矿石车车体钢结构组装工艺研究精华文档
低泄高封阀组装工艺
格式:pdf
大小:28KB
页数:1P
4.4
惠利消防 工艺 过程卡片 产品名称低泄高封阀总成零件名称低泄高封阀零件图号hdg0.18/6.6-00 材 料 名称组装下料方式毛重kg第1页共1页 牌号毛坯尺寸连下数量责任车间机钳车间 工序号工种 工序内容 单位:mm 设备名称及 编号 工艺装备名称及编号技术 等级 工时定额(min) 夹具刃具量具辅助工具单件工时准备与终结时间 1钳工清洗或擦拭各零件表面,去除铁屑、油污等杂 质。 2钳工 将9x2.65和18x3.55两种o型圈分别装入活门 体和阀座的密封槽内;将压簧装在活门体的导 向柱上后装入壳体内;将阀座与壳体用扳手旋 紧。 3钳工分别进行动作、密封以及强度试验。 4钳工将经过试验合格的产品擦拭干净后打标。 5钳工将打标完成的产品按装防护帽并入库。 更改内容 编制年月日审核


组装工艺流程
格式:pdf
大小:101KB
页数:2P
4.3
编号版本 日期页码11 作业时人力配设备仪器及 间(秒)置(人)治工具/站 苹果接头青稞纸 1接头贴青稞纸 91 保护板2接头与pcb板焊接603烙铁 电芯3电芯焊接202烙铁 半成品4半成品测试202手机电脑 上盖5上盖加工122电批 装饰件6装饰件定位51 螺丝7锁pcb板螺丝51电批 螺丝8装饰件锁螺丝51电批 9固定电芯61 14 加工人员节拍 装配人员14人周期时间 修理工平衡率10秒 qc人员标准工时1h 物料员标准产能360 助拉1人人均产能26 拉长1人瓶颈工序焊接 重点工序 易联科技电子科技(深圳)有限公司 文件名称背夹组装排拉流程 a.0 所需物料及数量流程图作业名称辅料/站sop编号 合计 工 程 分 析 人员状况 s
熔断器组装工艺介绍
格式:pdf
大小:517KB
页数:7P
4.4
主题:熔断器组装工艺 关键字:熔断器组装工艺 目标:iso9002:2000质量体系文件 应用范围:珠海瓦特电力设备有限公司 相关文件:质量策划控制程序 应用地址:珠海市瓦特电力设备有限公司 文件地址:珠海市瓦特电力设备有限公司质量部 分发范围:副总经理、生产部、质量部 控制状态:受控文件 重要说明: 姓名签名姓名签名姓名签名 版本日期修改起草审核批准 珠海瓦特电力设备有限公司 版本更新 v1.0第一版初次建立质量体系文件2006-1-4 一、目的 用于机柜装配车间在熔断器组装环节的生产作业指导,保证该过程的规律性、标准性和准确性 二、适用范围 生产部进行熔断器组装的生产环节。 三、定义 无 四、职责区分 生产部:机柜车间装配时根据此规定施行 质量部:根据此规定检验熔断器的组装。 五、规定内容:
微组装工艺流程
格式:pdf
大小:3.5MB
页数:21P
4.7
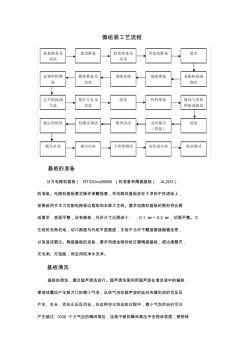
微组装工艺流程 基板的准备 分为电路软基板(rt/duroid5880)的准备和陶瓷基板(al2o3) 的准备。电路软基板要求操作者戴指套,将电路软基板放在干净的中性滤纸上, 按图纸用手术刀切割电路板边框线和去除工艺线。要求电路软基板的图形符合图 纸要求,表面平整,没有翘曲,外形尺寸比图纸小0.1㎜~0.2㎜,切面平整。工 艺线的去除切地,切口断面与代线平面垂直,手指不允许不戴指套接触镀金层, 以免造成氧化。陶瓷基板的准备,要求用细金刚砂纸打磨陶瓷基板,使边缘整齐, 无毛刺、无短路,然后用纯净水洗净。 基板清洗 基板的清洗,通过超声清洗进行。超声清洗是利用超声波在清洗液中的辐射, 使液体震动产生数万计的微小气泡,这些气泡在超声波的纵向传播形成的负压区 产生、生长,而在正压区闭合,在这种空化效应的过程中,微小气泡闭合时可以 产生超过1000个大气压的瞬间高压,连续不断的
大轴重矿石车车体钢结构组装工艺研究最新文档
【工程通用表格】单元体组装工艺
格式:pdf
大小:11KB
页数:3P
4.5
1.单元板块组装工艺流程 产前准备→材料领用→组件→框架组合→板块组装→板块清洗→检 验→固化 1.1组装前的准备工作 a.板块尺寸较大,需用专用组装平台。 b.根据工艺文件的工序安排合理排布生产线。 c.配备单元组装所需各种工具,对工具进行检验,试用,能正常工作。 d.领料,根据每批单元幕墙的加工细目,领取标准件、胶条、玻璃组 件、单元连接件、铝型材框架材料、密封胶等。 1.2单元幕墙板块的组装 a.在组装每一个单元板块前都应认真清理工作台面,防止在组装过程 中划伤铝型材。 b.在所有横、竖龙骨交接面涂耐候密封胶后,按组装图组框,在用螺 钉联接横竖框前,应在钉孔内注入耐候密封胶,以确保螺钉的防松及 钉孔处的水密性。 c.在组框时应着重控制型材拼接处的平整,板块的外形尺寸及对角线 的差值。 d.凡打胶外型材表面必须用溶脂性、去污性、挥发性强的清洁剂清洗。 及时用专用的
新造客车车体钢结构侧墙平整度提升 新造客车车体钢结构侧墙平整度提升
格式:pdf
大小:1.1MB
页数:3P
4.4
对现有主型碳钢铁路客车侧墙平整度存在的问题及现有控制措施的实施效果进行了分析,在此基础上进行了优化,以达到提升新造客车车体钢结构侧墙平整度的目的。
![车体组装工程的夹具[46P][2.04MB]](https://files.zjtcn.com/group1/M00/69/4D/CgoBZ2A6I86AQ-5DAAAVj407ofw285.jpg) 集装箱平车车体结构研究
集装箱平车车体结构研究 集装箱平车车体结构研究
格式:pdf
大小:879KB
页数:3P
4.4
简要介绍了国内外集装箱平车发展情况,分别阐述了框架式承载车体结构和骨架式承载车体结构2种单层集装箱平车车体结构形式,通过分析长底架车体结构、双联12.19m车体结构、2单元关节式组合车体结构3种具体结构形式,讨论了24.38m集装箱平车车体结构选型思路,分析了各种车体结构的优缺点,提出了集装箱平车车体结构设计的选取原则.
不锈钢矿石专用敞车车体非线性屈曲分析 不锈钢矿石专用敞车车体非线性屈曲分析
格式:pdf
大小:287KB
页数:4P
4.4
按照美国aar标准,利用有限元软件ansys对40t轴重不锈钢矿石专用敞车车体进行了非线性屈曲分析。文章主要考虑几何非线性,采用增量法对地板有无拱筋的2种车体模型进行分析计算,通过计算结果对比,发现地板上加拱筋不仅提高了车体的强度,还可以增强地板的刚度,使车体在规定载荷内不发生屈曲,提高车体的稳定性。
基于ANSYS的某出口客车车体结构分析研究 基于ANSYS的某出口客车车体结构分析研究
格式:pdf
大小:97KB
页数:未知
4.5
使用大型通用有限元分析软件ansys对出口安哥拉车体进行了强度进行分析,建立了该车体的有限元模型,通过对几种不同工况下车体结构的强度、刚度分析,证明车体的强度满足tb/t1335((铁道车辆强度设计及试验鉴定规范》的规定。

碳钢车车体钢结构真空矫正和电磁矫正工艺对比
格式:pdf
大小:110KB
页数:2P
4.3
机客车的碳钢车体钢结构总装焊后,均需对变形后的侧墙进行不平度矫正,一般采用真空和电磁2种工艺进行矫正。文章通过现场实施和数据对比,探讨了2种矫正工艺的优缺点,为各制造厂提供参考依据,针对性地为不同车型实施相应的矫正工艺,以便更加高效的指导生产。
AQFN焊接组装工艺研究 AQFN焊接组装工艺研究
格式:pdf
大小:1.7MB
页数:未知
4.3
aqfn封装作为新一代封装技术的革新,在smt业界已引起了强烈的反响,aqfn集成了数字基频(dbb),模拟基频(abb),电源管理(pm),射频收发器(rf)。支持手机相机,高速usb,及d类音频功放技术,aqfn集成强大的功能背后也带来了高难度的焊接组装工艺,同时对不良品的返修也提出了更高的要求。
出口蒙古国石砟漏斗车车体钢结构设计及强度分析 出口蒙古国石砟漏斗车车体钢结构设计及强度分析
格式:pdf
大小:191KB
页数:未知
4.6
介绍了出口蒙古国石砟漏斗车的主要技术参数、车体钢结构主要部件的特点及设计难点,并根据有限元分析计算结果对车体钢结构进行了优化。

浅析新型M11敝车车体钢结构制造工艺
格式:pdf
大小:73KB
页数:2P
4.5
本文介绍了新型m11敝车车体主要结构,阐述了车体钢结构制造工艺过程及车体制造工艺问题采取相应的工艺措施。
大轴重矿石车车体钢结构组装工艺研究相关
文辑推荐
知识推荐
百科推荐


职位:室内设计师助理
擅长专业:土建 安装 装饰 市政 园林


