




 中直径管线管用HFW焊管的开发及进展
中直径管线管用HFW焊管的开发及进展 中直径管线管用HFW焊管的开发及进展
主要介绍了国外hfw焊管企业在中直径管线管用厚壁hfw焊管的产品研发方面所涉及的技术和成熟做法,对提升我国中直径管线管用hfw焊管制造技术水平有所借鉴,也有利于利用现有制造资源和提升现有装备技术水平。通过产品拓展和研发,hfw焊管的外径已从610mm扩大到660mm,壁厚从20mm以内提高到25.4mm,并以良好的产品使用性应用在油气输送等工程中。分析认为:生产线的技术提升和装备完善,是中直径管线管用hfw焊管产品延伸拓展的有效手段。
HFW焊接套管的热张力减径工艺研究 HFW焊接套管的热张力减径工艺研究
在gleeble-3500热模拟试验机上对hfw焊接套管进行热形变试验,研究形变温度和形变量对hfw焊接套管组织及性能的影响规律;研究了热张力减径+调质热处理对hfw焊接套管组织及性能的影响规律。试验结果表明:hfw焊接套管随形变温度的升高和形变量的增大,其母材和焊缝区的组织趋于一致;hfw焊接套管经热张力减径+调质热处理,不仅改善了母材和焊缝区的组织差异,还提升了管体的综合性能。
编辑推荐下载
中频退火装置感应线圈定位和焊缝跟踪系统在HFW焊管生产线上的应用 中频退火装置感应线圈定位和焊缝跟踪系统在HFW焊管生产线上的应用
格式:pdf
大小:624KB
页数:5P
 4.4
4.4
中频退火装置在焊管生产线上的作用较大,其感应线圈对焊管焊缝的热处理效果除了取决于中频电源的设计外,还与感应线圈是否有效定位在焊缝处有着密切的关系。介绍了一种中频退火装置感应线圈定位和焊缝跟踪系统在宝山钢铁股份有限公司hfw焊管生产线上的应用情况,该系统的设备组成结构、工作原理和功能使用要点,以及该系统进行钢管焊缝跟踪和根据产品规格进行线圈定位调整的方法。实际应用表明,该系统应用效果良好,具有一定的推广价值。
22mm厚壁HFW钢管的生产 22mm厚壁HFW钢管的生产
格式:pdf
大小:490KB
页数:未知
4.7
介绍了武钢hfw660焊管机组生产q345c级φ660mm×22mm高频焊管的工艺过程,从成型、焊接、热处理方面对大壁厚焊管的工艺进行了研究。生产的22mm焊管经检验结果表明,其力学性能、金相组织等均满足了要求,标志着我国生产22mm厚度高频焊管的成功。
宝钢HFW焊管厂成功生产出国内最厚HFW焊管热门文档
中大直径HFW焊管高频接触焊接和高频感应焊接的比较 中大直径HFW焊管高频接触焊接和高频感应焊接的比较
格式:pdf
大小:388KB
页数:4P
4.7
针对hfw焊管焊接采用的高频感应焊接(hfiw)和高频接触焊接(hfcw)两种焊接方式,从适用范围、能耗、产品质量成本方面作了比较。接触焊接最显著的优点就是能耗少,但质量成本比感应焊接要高;如果感应焊接配置得当,焊管厂家在成本和质量方面将取得最优化。
HFW钢管爆管及透水分析 HFW钢管爆管及透水分析
格式:pdf
大小:211KB
页数:2P
4.6
针对静水压过程中出现的焊缝渗水缺陷试验的分析,结合高频直缝焊管生产工艺特点,渗水缺陷的产生是由于焊缝未焊合造成,受到外力的作用下形成穿透裂纹.
N80钢级HFW套管的研发 N80钢级HFW套管的研发
格式:pdf
大小:335KB
页数:5P
4.8
研究了n80-1和n80-q两种交货状态下hfw套管的力学性能、微观组织、残余应力以及沟槽腐蚀性能。研究发现,n80-1组织为铁素体、珠光体及少量贝氏体,n80-q组织主要是回火索氏体,且n80-1焊缝中心有一明显沿纵向的金属流线,而n80-q金属流线宽度变窄,而且模糊不清。通过tem观测,n80-1焊缝附近母材区珠光体的片层结构完整清晰,而焊缝区的珠光体片短小、且杂乱无章,这种微观组织必然对应较高的残余应力。n80-1hfw焊管宏观残余应力达到235~258mpa,而n80-q残余应力很小,整管热处理可以有效地消除焊管残余应力,但增加了生产成本。随着加载应力的增大,沟槽腐蚀敏感性线性增大。
非调质N80钢级HFW套管的研制和开发 非调质N80钢级HFW套管的研制和开发
格式:pdf
大小:571KB
页数:4P
4.7
随着我国石油工业的快速发展,对石油套管的需求逐年增多,对其性能的要求也进一步提高。介绍了中海石油金洲管道有限公司研发的非调质n80钢级hfw套管的化学成分设计、金相组织、生产工艺路线、核心技术和控制要点、产品性能等。检验、试验结果表明:研发的非调质n80钢级hfw套管满足apispec5ct标准的要求,具有较高的冲击韧性,同时焊缝对沟槽腐蚀不敏感。
通钢成功开发焊管用钢 通钢成功开发焊管用钢
格式:pdf
大小:86KB
页数:未知
4.4
日前,首钢通钢集团通化钢铁公司新产品开发处与辽宁省葫芦岛市钢管工业有限公司签订了焊管用钢q345c销售协议。该协议签订后,通化钢铁公司依据合同要求在炼轧厂组织了试生产,经过新产品开发处、技术中心和炼轧厂的共同努力,试生产喜获成功,生产出542吨q345c焊管用钢,产品各项性能指标满足客户要求。据介绍,该钢种的成功开发,为通化钢铁公司调整产品结构,促进转型发展提升了助力。
宝钢HFW焊管厂成功生产出国内最厚HFW焊管精华文档
宝钢热轧厂首次试轧成X系列焊管钢及特薄、特厚钢卷 宝钢热轧厂首次试轧成X系列焊管钢及特薄、特厚钢卷
格式:pdf
大小:129KB
页数:1P
4.7
宝钢热轧厂主轧线自今年4月份进入设备功能考核以来,加热炉、粗轧机、卷取机和运输链系统,除少数设备功能还在准备考核之外,大部分设备都已进行了考核。并于8月8日和9日相继进行了大难度的x系列焊管钢极限规格及特薄、特厚极限规格的考核。首次试轧成x-42、x-52、x-60及x-70等x系列焊管用钢卷以及1.2×900mm特薄及25.4×1900mm特厚钢卷,圆满地完成了极限规格的考核任务。
武钢试制并批量生产出超大径厚比高频直缝焊管 武钢试制并批量生产出超大径厚比高频直缝焊管
格式:pdf
大小:64KB
页数:1P
4.7
2013年11月武钢江北集团钢管公司成功试制并批量生产出超大径厚比ф508mm×5.0mm高频直缝焊管。这标志着武钢突破了焊管超大径厚比的成型技术瓶颈,刷新了高频直缝焊管可生产产品的规格。该产品为结构用钢管,其特殊性在于:径厚比高达101.6;尺寸精度要求高(直径公差±2.5mm),
武钢试制并批量生产出超大径厚比高频直缝焊管 武钢试制并批量生产出超大径厚比高频直缝焊管
格式:pdf
大小:64KB
页数:1P
4.8
2013年11月武钢江北集团钢管公司成功试制并批量生产出超大径厚比ф508min×5.0mm高频直缝焊管。这标志着武钢突破了焊管超大径厚比的成型技术瓶颈,刷新了高频直缝焊管可生产产品的规格。
微电极扫描法对HFW焊缝沟槽腐蚀敏感性研究 微电极扫描法对HFW焊缝沟槽腐蚀敏感性研究
格式:pdf
大小:301KB
页数:4P
4.5
针对目前hfw焊管沟槽腐蚀检测评价存在的取样困难、试验周期长、无法获得腐蚀过程中的电化学特性等问题,采用扫描振动电极技术(svet),在不接触样品表面的情况下,检测试样不同部位的腐蚀电流密度,并依此表征焊缝沟槽腐蚀的敏感性。微电极扫描法与直接浸泡法相比,两者试验结果基本吻合,该方法可作为hfw焊缝沟槽腐蚀评价的一种有效方法。
宝钢HFW焊管厂成功生产出国内最厚HFW焊管最新文档
X70钢级HFW海底管线钢管的研制和开发 X70钢级HFW海底管线钢管的研制和开发
格式:pdf
大小:594KB
页数:5P
4.8
中海石油金洲管道有限公司继2006年首次研发出x65钢级海底输送用hfw钢管后,于2009年又成功研发出x70钢级hfw海底管线钢管。介绍了x70钢级hfw海底管线钢管的研制和开发过程。研究结果表明,研发的x70钢级海底管线钢管满足dnv-os-f101-2007海底管线技术规范和gb/t9711.3-1999标准(c级钢管)的要求,达到了预期效果。
焊管
格式:pdf
大小:183KB
页数:15P
4.7
焊管 焊管 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的 钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备 资少,但一般强度低于无缝钢管。 简介 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以 及焊接和检验技术的进步,焊缝质量不断提 高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了 无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按 生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频) 气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低, 发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料 生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的 焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%, 而且生产速度较低。 材料 焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分 为炉焊管、电

DN40的焊管是几寸焊管
格式:pdf
大小:16KB
页数:2P
4.6
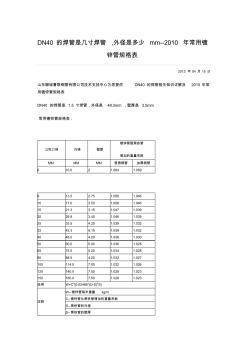
dn40的焊管是几寸焊管,外径是多少mm--2010年常用镀 锌管规格表 2013年04月15日 山东聊城鲁联钢管有限公司技术支持中心为您提供dn40的焊管相关知识详解及2010年常 用镀锌管规格表 dn40的焊管是1.5寸焊管,外径是48.3mm,壁厚是3.5mm 常用镀锌管规格表: 公称口径外径壁厚 镀锌管壁黑铁管 增加的重量系数 mmmmmm普通钢管加厚钢管 610.021.0641.059 813.52.751.0561.046 1017.03.501.0561.046 1521.33.151.0471.039 2026.83.401.0461.039 2533.54.251.0391.032 3242.35.151.0391.032 4048.04.00
鞍钢成功生产出国内最大规格线材产品、 鞍钢成功生产出国内最大规格线材产品、
格式:pdf
大小:96KB
页数:未知
4.6
鞍钢股份公司线材厂新建的60万t生产线成功突破线材规格极限,生产出国内最大规格φ25mm线材产品。鞍钢因此成为继宝钢之后中国第二家具备批量生产该规格线材产品能力的企业。
不锈钢焊管
格式:pdf
大小:26KB
页数:4P
4.4
佛山不锈钢装饰管不锈钢焊管304装饰焊管www.***.***www.***.*** 不锈钢装饰焊管316l不锈钢焊管304装饰焊管www.***.***www.***.*** 简介 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步, 焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热设备 用管、装饰管、中低压流体管等方面代替了无缝钢管。 分类 不锈钢管的种类有很多种,但是主要的有以下几种用途: 一、不锈钢管的分类 1、按生产方法分类: (1)无缝管——冷拔管、挤压管、冷轧管。 (2)焊管: (a)按工艺分类——气体保护焊管、电弧焊管、电阻焊管(高频、低频)。 (b)按焊缝分——直缝焊管、螺旋焊管。 2、按断面形状分类:(1)圆形钢管;(2)矩形管。 3、按壁厚分类——薄壁
 优化调整焊管工业结构 加快向焊管强国进军的步伐
优化调整焊管工业结构 加快向焊管强国进军的步伐 优化调整焊管工业结构 加快向焊管强国进军的步伐
格式:pdf
大小:972KB
页数:6P
4.6
2000年以来,我国焊管产量连续多年高速增长,但从2007年下半年至今,由于美国次级债危机引发全球金融风暴,造成世界经济大幅动荡,我国经济发展也受到波及,对我国焊管行业影响很大。通过对我国焊管行业2000~2008年9月份生产经营形势的分析,可以看出,我国焊管工业的调整期已经到来,焊管工业的结构调整势在必行。只有坚持科学发展观,实现焊管行业深层次的结构调整,提高焊管产业的集中度,才能促进我国焊管工业更好更快地发展。
宝钢HFW焊管厂成功生产出国内最厚HFW焊管相关
文辑推荐
知识推荐
百科推荐


职位:水电安装资料员
擅长专业:土建 安装 装饰 市政 园林


