

Sn含量对灰铸铁件加工面硬度的影响
格式:pdf
大小:144KB
页数:2P
人气 :63
 4.3
4.3
研究了Sn含量对HT250灰铸铁件加工面硬度的影响,确定了使HT250灰铸铁加工面硬度≥HBS180,Sn的合适含量。结果表明,当HT250灰铸铁件中Sn含量为0.08%时,铸件加工面硬度均达到了HBS180以上。



 提高灰铸铁件硬度的方法
提高灰铸铁件硬度的方法 提高灰铸铁件硬度的方法
我公司生产的灰铸铁件检测不合格,主要为布氏硬度偏低,导致废品率高达8%,一直成为困扰企业发展的一大技术难题。为此,我公司专门成立了攻关小组,通过计算机凝固模拟结果,优化造型
灰铸铁件加工面麻点状小孔缺陷的分析及防止 灰铸铁件加工面麻点状小孔缺陷的分析及防止
采用金相方法对ht300铸件加工面麻点状小孔缺陷的形貌、分布特征和产生原因进行了分析。认为:麻点是由许多尺寸在0.3mm以下的小孔组成,多产生在凝固过程中冷速较慢的厚壁部位,主要分布在石墨密集区域,特别是在石墨封闭或半封闭区域;铸件w(c)和w(si)量偏高,凝固过程中局部冷速过慢,切削用量偏大都有可能引起这种缺陷。提出了预防这种缺陷的四条措施。
编辑推荐下载
普通灰铸铁件的抗渗漏研究 普通灰铸铁件的抗渗漏研究
格式:pdf
大小:88KB
页数:2P
4.7
文章针对生产中气体压缩机的汽缸、汽缸座、气缸盖等铸件出现试压渗漏报废量很大的现象,分析了灰铸铁试压渗漏形成机理;探讨了在铸件设计、铸造工艺、铸造过程质量管理等方面采取措施防止灰铸铁件渗漏。
关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知 关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知
格式:pdf
大小:12KB
页数:1P
4.5
各有关单位:经全国铸造标准化技术委员会申报,国家标准化管理委员会批准将现行国家标准gb/t9439-1988《灰铸铁件》和gb/t1348-1988《球墨铸铁件》列入2006年第一批制修订国家标准项目计划中,并于2006年6月30日
Sn含量对灰铸铁件加工面硬度的影响热门文档
普通灰铸铁件焊接裂纹的预防措施 普通灰铸铁件焊接裂纹的预防措施
格式:pdf
大小:246KB
页数:2P
4.5
介绍了普通灰铸铁在焊接中的应用及其在焊接中产生裂纹的主要原因。同时对几种普通灰铸铁件在焊接中产生裂纹的原因及预防措施进行了详细的剖析。
压缩机灰铸铁件铸造工艺分析 压缩机灰铸铁件铸造工艺分析
格式:pdf
大小:1.4MB
页数:5P
4.6
通过对产品性能要求进行分析,确定压缩机灰铸铁件的实际元素和化学成分范围。通过计算,预测了材质的力学性能。采用均衡凝固技术设计浇注和补缩系统,进行实际浇注。结果表明,所设计的化学成分满足了产品的力学性能(特别是杨氏模量)和耐水压致密性要求。
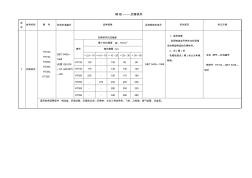
GBT9439—1988灰铸铁件
格式:pdf
大小:29KB
页数:1P
4.4
铸铁——灰铸铁件 序 号 材料名称牌号材料标准编号品种规格品种规格标准号有关规定标记示例 1灰铸铁件 ht100、 ht150、 ht200、 ht250、 ht300、 ht350 gb/t9439— 1988 (代替gb976 —67、gb5675 —85) 灰铸铁件抗拉强度 gb/t9439—1988 1、适用范围 砂型铸造或导热性与砂型相 当的铸型铸造的灰铸铁件。 2、试(棒)块 机械性能试(棒)块分为单铸、 附铸。 名称牌号—标准编号 铸铁件ht100—gb/t9439— 1988 牌号 最小抗拉强度σb,n/mm2 铸件壁厚mm >2.5~10>4.0~10>10~20>20~30>30~50 ht100130-1009080 ht150175-145130120 ht200220-195
普通低强度灰铸铁件材质控制与铸件质量保证 普通低强度灰铸铁件材质控制与铸件质量保证
格式:pdf
大小:11KB
页数:1P
4.8
1、概述对于普通低强度灰铸铁件,因为对机械强度的要求较低,故使人们对其熔炼时材质的成分有所疏忽。进而引起铸件产生大量的废品。尤其在某些时候,为改善机加工性能,过高的增加了原始生铁的含碳量,不仅增加了铸件的废品率,甚至影响到机械性能,危及产品质量。
Sn含量对灰铸铁件加工面硬度的影响精华文档
灰铸铁件表面粒子增强复合材料的磨粒磨损特性 灰铸铁件表面粒子增强复合材料的磨粒磨损特性
格式:pdf
大小:179KB
页数:4P
4.6
利用优化的涂覆铸造工艺,在灰铸铁表面复合wc增强相/高铬铸铁耐磨材料的基础上,对复合材料的磨粒磨损特性进行了试验研究。结果表明,与淬火态65mn钢和45钢相比,复合材料的耐磨性提高幅度较大;但复合材料中的增强相含量有一最佳值,因只有增强相与高强度基体结合牢固,才能充分发挥出增强相抵抗磨粒犁削的潜力。
阀门灰铸铁件以表面硬度作为其力学性能验收标准的实践与探讨 阀门灰铸铁件以表面硬度作为其力学性能验收标准的实践与探讨
格式:pdf
大小:280KB
页数:2P
4.8
分析了阀门灰铸铁件以其表面硬度作为铸件力学性能验收标准的可行性和检验方法。介绍了灰铸铁件壁厚与其抗拉强度及表面硬度的对应关系。给出了阀门铸件表面硬度的检测部位及具体操作方法。
紫铜焊条在灰铸铁件补焊中的应用
格式:pdf
大小:125KB
页数:2P
3
紫铜焊条在灰铸铁件补焊中的应用——对铸件补焊中容易产生的缺陷及其原因、紫铜焊条的特性进行了分析,认为紫铜焊条在铸铁件焊补中具有其他补焊材料所不具备的优势;还介绍了补板在铸件缺陷补焊中的应用及其制作方法。详细说明了紫铜焊条在箱体类铸件的小缺陷补...
复合孕育对可锻铸铁件组织和性能的影响 复合孕育对可锻铸铁件组织和性能的影响
格式:pdf
大小:616KB
页数:3P
4.7
在可锻铸铁件的生产过程中,采用稀土硼锑、铝及铋等进行孕育处理,可使其铸态组织得到细化,同时改善其石墨化效果,保证石墨细小、分布均匀,呈团絮或团球状形态,并且铸件的力学性能有较大幅度的提高。实验表明,稀土硼锑复合孕育剂的适宜加入量为0.25%。
大型铸铁件的铁液处理 大型铸铁件的铁液处理
格式:pdf
大小:277KB
页数:3P
4.4
介绍大型灰铁和球铁铸件原铁液的推荐化学成分和提高其力学性能的措施;同时介绍生产大型球铁件用的球化剂及球化处理工艺、孕育剂及孕育工艺的选择原则。认为要生产合格大型铸铁件,严格选料是基础,恰当的球化和孕育处理工艺是保证。
Sn含量对灰铸铁件加工面硬度的影响最新文档
锻铁件与铸铁件的区别
格式:pdf
大小:6KB
页数:2P
4.6
一般铁艺分锻铁和铸铁之分,艺术性的话,锻铁铁艺居多,铸铁的就不考虑了, 比较粗糙,有毛边,容易生锈,而锻铁的是手工或机械加工的熟铁件,但是价格 很高 铸铁件-分类 灰口铸铁件、白口铸铁件、球磨铸铁件、可锻铸铁件、蠕墨铸铁件。铸铁市含碳 大于2.1%的铁碳合金 它是将铸造生铁(部分炼钢生铁)在炉中重新熔化,并加进铁合金、废钢、回炉 铁调整成分而得到。与生铁区别是铸铁是二次加工,大都加工成铸铁件。铸铁件 具有优良的铸造性可制成复杂零件,一般有良好的切削加工性。另外具有耐磨性 和消震性良好,价格低等特点。工业用铸铁一般含碳量为2%~4%。碳在铸铁 中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~ 3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、 钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。 铸铁铁艺 以灰口铸铁为主要材料
耐磨铸铁件的优化车削加工 耐磨铸铁件的优化车削加工
格式:pdf
大小:94KB
页数:1P
4.3
车削耐磨铸铁件如水泵轴套等硬脆材料时,为防止切后崩碎成针状或碎片可能伤人,并易研损机床的滑动面,这时应设计使切屑连成卷状,文章以耐磨铸铁件轴套为试样,研究切屑形状与切削用量的关系,通过试验优选出了车利耐磨铸铁件水泵轴套的切削用量。生产中,使用推荐的切削用量后,取得明显的经济效益。
 灰铸铁件的生产
灰铸铁件的生产 灰铸铁件的生产
格式:pdf
大小:147KB
页数:5P
4.7
叙述了灰铸铁的力学性能、工艺性能、使用性能和化学成分,c、si、mn、p、s是灰铸铁的五种基本元素,根据性能需要,有时还加入少量的合金元素。迄今为止,国内外对于孕育处理的作用机理尚未有一致的说法,但一致认为孕育处理具有以下共性:炉前性与随流性;少量性或微量性;形核性。最后,介绍了灰铸铁在缸体、缸盖以及机床铸件上的应用情况:(1)一汽铸造有限公司研究了高ce条件下生产ht300缸体、缸盖铸件的方法,稳定地生产出了载重汽车大功率柴油机的缸体、缸盖铸件,材料牌号达到ht300;(2)烟台冰轮重型机件有限公司出口日本的卧式加工中心床身导轨面的金相组织为a型石墨,珠光体体积分数在98%以上,抗拉强度为310~340mpa,硬度为180~200hb。
平板类灰铸铁件的铸造缺陷及浇注系统类型 平板类灰铸铁件的铸造缺陷及浇注系统类型
格式:pdf
大小:255KB
页数:2P
4.3
本文介绍了平板类灰铸铁件易产生的各类铸造缺陷及其在生产中常用的各种浇注系统,并分析了各类浇注系统的优缺点
常见灰铸铁件缺陷分析和检查防范 常见灰铸铁件缺陷分析和检查防范
格式:pdf
大小:493KB
页数:未知
4.6
我国改革开放30多年来,机械制造工业发展迅速,素有“世界工厂”之称。机床、轻工机械铸造水平也取得了长足的进步,满足了现代工业生产的需要,但就铸造质量来说仍然存在着较大的问题,本文针对灰铸铁件存在的常见缺陷进行了探讨,分析其原因,并提出相应的控制措施。
灰铸铁件裂隙状气孔的成因分析与防止措施 灰铸铁件裂隙状气孔的成因分析与防止措施
格式:pdf
大小:188KB
页数:3P
4.6
介绍了大批量生产灰铸铁壳体铸件出现的裂隙状皮下气孔缺陷的原因和防止措施。采用扫描电镜和能谱分析仪分析了缺陷的类型、产生条件与原因。分析认为:在高温铁液作用下砂芯产生了大量的n2或h2,从而形成混合性裂隙状气孔。通过将树脂加入量降低至1.5%~1.7%,尤其是将聚乙氰酸脂加入量控制在0.7%~0.85%,降低冷芯盒砂芯的烘干速度,保证冷芯盒砂芯的烘干时间在60min以上,减少了铁液中的w(n)、w(h)量。生产结果显示:壳体铸件再也没有出现同类气孔缺陷。
铸铁件加工部位缺陷的简易快速固化粘补法 铸铁件加工部位缺陷的简易快速固化粘补法
格式:pdf
大小:339KB
页数:未知
4.8
铸铁件在非重要加工部位加工后出现气孔、砂眼、渣跟等孔跟类缺陷时,在不影响铸件质量的前提下,可以用粘补法进行补救,以降低铸件废品率。目前各铸造厂家使用的粘补材料种类较多,但都存在着粘补后固化时间长(一般在常温下,需几小时或十几个小时,有的达几十小时),受环境温度影响大,工作效率低等问题。我们在调查研究及总结经验的
Sn含量对灰铸铁件加工面硬度的影响相关
文辑推荐
知识推荐
百科推荐


职位:公用设备工程师
擅长专业:土建 安装 装饰 市政 园林


