

Q420E钢焊接工艺参数的正交试验优化设计
格式:pdf
大小:83KB
页数:3P
人气 :92
 4.8
4.8
为了缩短试验周期,降低成本,在焊接工艺试验中采用正交试验的方法,用数理统计的方法对实验结果进行分析,确定了合适的焊接工艺参数。



 Ω焊缝焊接工艺参数的正交试验设计
Ω焊缝焊接工艺参数的正交试验设计 Ω焊缝焊接工艺参数的正交试验设计
为了确定核电厂反应堆控制棒驱动机构(crdm)焊接机焊接工艺参数,应用正交试验设计法进行了ω焊缝焊接工艺评定试验,用数理统计方法分析了对焊缝质量产生影响的各焊接参数的主次顺序,得到了最优生产条件。
编辑推荐下载
基于正交试验设计的Ω焊缝焊接工艺参数的确定 基于正交试验设计的Ω焊缝焊接工艺参数的确定
格式:pdf
大小:537KB
页数:4P
4.7
为了确定crdm焊接机焊接工艺参数,应用正交试验设计法进行了ω焊缝焊接工艺评定试验,用数理统计方法分析了对焊缝质量产生影响的各焊接参数的主次顺序,得到了最优生产条件。
输变电钢结构Q460钢焊接工艺评定正交试验 输变电钢结构Q460钢焊接工艺评定正交试验
格式:pdf
大小:448KB
页数:3P
4.7
为了对q460钢的焊接工艺进行评定,保证其焊接质量,采用了正交试验方法。该方法随机抽取次序,在温度参数、操作参数等条件不变的前提下,选用电流因素、电压因素和焊接速度因素3个参数进行试验;对结果进行计算和极差分析后,评定出焊件接头的拉伸性能和冲击韧性。
Q420E钢焊接工艺参数的正交试验优化设计热门文档
Q245R埋弧焊焊接工艺参数优化 Q245R埋弧焊焊接工艺参数优化
格式:pdf
大小:93KB
页数:未知
4.4
对承压设备q245r钢制集油器进行埋弧焊试验,研究了焊接工艺参数(焊接速度、焊接电流、焊接电压)对力学性能的影响。正交试验结果表明,焊接电流对力学性能的影响最大,优佳的焊接参数为:焊接速度470mm/min、焊接电流580a、焊接电压33v,在此工艺参数下,焊接接头抗拉强度为503mpa,焊缝冲击吸收功为47j,弯曲试验结果未发现裂纹,完全达到承压设备相关技术标准规定。
基于正交试验的旋挖钻机钻桅焊接工艺优化 基于正交试验的旋挖钻机钻桅焊接工艺优化
格式:pdf
大小:181KB
页数:4P
4.5
旋挖钻机桅杆是非常典型的细长杆焊接结构件,作为其它零件的支撑构件,对其截面形状和轴线直线度有较高的精度要求,因此要严格控制其焊接变形。本文运用正交试验设计方法,以焊接变形量作为评价指标,以焊接电流、焊接电压、焊接顺序和反变形量为考核因素,对桅杆焊接的工艺参数进行了优化试验设计。结果表明:焊接顺序对焊接变形量的影响最为显著,反变形量次之,焊接电流和焊接电压影响较小。为优化旋挖钻机桅杆焊接工艺,有效控制焊接变形提供了工艺参考。
冷轧带肋钢筋工艺参数的正交试验优化设计 冷轧带肋钢筋工艺参数的正交试验优化设计
格式:pdf
大小:435KB
页数:5P
4.7
由于冷轧带肋钢筋在轧制生产过程中的影响因素多,因素水平复杂,使得产品的两种质量性能指标:抗拉强度和延伸率波动很大,造成在实际生产中常常难以满足产品的质量要求,通过采用正交设计、试验和计算,进行方差分析和f数理统计检验,找出显著影响因素,确定合理的工艺参数配方,从而使产品质量合格率明显地得到提高和稳定。
焊接工艺参数
格式:pdf
大小:58KB
页数:6P
4.5
焊接工艺指导书 电弧焊工艺 1接口 焊条电弧焊的接头主要有对接接头、t形接头、角接接头和搭接接头四种。 1.1对接接头 对接接头是最常见的一种接头形式,按照坡口形式的不同,可分为i形对接接头(不开坡口)、 v形坡口接头、u形坡口接头、x形坡口接头和双u形坡口接头等。一般厚度在6mm以 下,采用不开坡口而留一定间隙的双面焊;中等厚度及大厚度构件的对接焊,为了保证焊透, 必须开坡口。v形坡口便于加工,但焊后构件容易发生变形;x形坡口由于焊缝截面对称, 焊后工件的变形及内应力比v形坡口小,在相同板厚条件下,x形坡口比v形坡口要减少 1/2填充金属量。u形及双u形坡口,焊缝填充金属量更少,焊后变形也很小,但这种坡 口加工困难,一般用于重要结构。 1.2t形接头 根据焊件厚度和承载情况,t形接头可分为不开坡口,单边v形
Q420E钢焊接工艺参数的正交试验优化设计精华文档
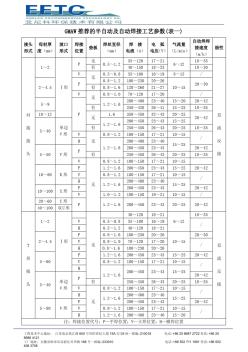
常用焊接工艺参数规范
格式:pdf
大小:81KB
页数:5P
4.4
*********有限公司 ******09-2015 常用焊接工艺参数规范 编制:________________日期:_______________ 校对:________________日期:_______________ 审核:________________日期:_______________ 批准:________________日期:_______________ 一、目的 为了方便车间在焊接操作过程中能快速查阅相关焊接工艺参数,特整理了本公司常用 的焊接工艺参数。 二、内容 2.1.表1归纳了本公司常用电弧焊用的焊接工艺参数,未在本表内的焊接工艺参数请 查阅《焊接作业指导书(手工电弧焊)》。 表1常用焊条电弧焊用的焊接工艺参数参考表 焊缝空 间位置 焊缝断面图 焊件厚度 或焊脚尺 寸/mm 第一层焊缝以后各层
Q420高强钢焊接工艺的研究
格式:pdf
大小:288KB
页数:8P
4.4
q420高强钢性能分析和焊接工艺研究 张宇 南通新华钢结构工程有限公司 摘要:通过对低合金高强度结构钢的焊接影响因素的分析,为制定合理的焊接工 艺提供了依据,应用该工艺保证了低合金高强度钢的焊接效果。 关键词:焊接性;影响因素;工艺 引言 自20世纪60年代以来,低合金高强钢领域取得了惊人的进展,由此而形成 了“现代低合金高强钢”,在合金设计及生产工艺诸方面导入了很多新的概念, 主要的是: (1)nb、v、ti等强烈碳化物形成元素的应用,以及晶粒细化和析出强化为主 要内容的钢的强韧化机理的建立,出现了新一代的低合金高强钢,即以低碳、高 纯净度为特征的微合金化钢; (2)低合金高强度钢不再是“简易”生产的普通低合金钢,而是采用一系列现 代冶金新技术生产的精细钢类,包括铁水预处理、顶底复吹转炉冶炼、钢包冶金、 连铸、控扎控冷(热机械处理)等技术得到普遍应用,已成为低合
焊接工艺碳足迹分析及其工艺参数优化 焊接工艺碳足迹分析及其工艺参数优化
格式:pdf
大小:318KB
页数:5P
4.6
以提高焊接工艺过程中资源和能源利用效率,减少碳排放为目的,从物料、能源、废弃物3个维度,对焊接加工过程碳排放机理加以分析.根据焊接及数学理论建立了焊接过程的碳排放特性函数.对回流焊接设备影响碳排放的因子进行分析,建立遗传算法优化模型,并找出了最优解.
电网铁塔用Q420钢焊接工艺研究 电网铁塔用Q420钢焊接工艺研究
格式:pdf
大小:564KB
页数:3P
4.6
介绍q420钢的化学成分、力学性能,针对q420钢的特点制定焊接工艺,通过对焊接接头进行工艺试验,结果表明各项指标均符合设计和规范化要求,该工艺可为电网铁塔用q420钢焊接提借鉴。
焊接工艺下S420M钢板的CTOD试验评定 焊接工艺下S420M钢板的CTOD试验评定
格式:pdf
大小:163KB
页数:3P
4.6
本文对模拟焊接工艺下的60mm和100mm厚s420m钢板,测量了0℃下焊接接头的ctod值,并对ctod试验进行了评定。结果表明:所有试样的ctod值均在0.15~2.7mm范围内,符合工程使用的评定要求。
Q420E钢焊接工艺参数的正交试验优化设计最新文档
焊接工艺下S420M钢板的CTOD试验评定 焊接工艺下S420M钢板的CTOD试验评定
格式:pdf
大小:160KB
页数:3P
4.7
本文对模拟焊接工艺下的60mm和100mm厚s420m钢板,测量了0℃下焊接接头的ctod值,并对ctod试验进行了评定。结果表明:所有试样的ctod值均在0.15~2.7mm范围内,符合工程使用的评定要求。
Q345E焊接工艺
格式:pdf
大小:21KB
页数:2P
4.3
q345e焊接工艺 q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火状态 下使用。广泛适用于桥梁、车辆、船舶、管道、锅炉、各种容器、油罐、电站、 厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用焊前预热 和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊前预热、 后热等措施。 1、焊前预热:由于厚40~60mm的q345e钢板的焊接拘束度较大,不采取措施或 采取的焊接措施不当,焊后容易产生焊接冷裂纹。所以焊前要预热。环境温度低 于零摄氏度时,禁止焊接。钢板对接定位后,在焊道两侧100mm范围内的母材用 每隔500mm设置电炉板一块(2.0kw),均匀加热至100℃左右,停止加热20分钟, 以利于热量向板中心传递,然后继续加热至150℃,测温点设在焊道两侧100mm 边远处。 2、焊接过程:焊接

焊接工艺参数对焊接质量的影响分析
格式:pdf
大小:112KB
页数:1P
4.7
焊接工艺参数对焊接质量的影响是复杂且巨大的,对其进行详细、切合实际的分析具有重要意义。文章首先介绍了焊接工艺的概念和特点,其次主要从焊接电流、焊接电压、焊接速度三大方面详细分析焊接工艺参数对焊接质量的影响,提出自己的见解。
双相钢全焊接阀体焊接工艺试验 双相钢全焊接阀体焊接工艺试验
格式:pdf
大小:159KB
页数:未知
4.6
介绍了14cr18ni11si4alti双相不锈钢材料与e2553焊丝焊接工艺试验,论述了焊接后材料的拉伸试验、韧性冲击试验、硬度检验和弯曲试验结果。
实验一焊接工艺评定试验4
格式:pdf
大小:269KB
页数:13P
4.6
内蒙古工业大学本科综合实验报告 1 实验一焊接工艺评定试验 一、实验目的 1、了解焊接工艺评定的全过程。 2、掌握焊接工艺评定试验方法。 3、熟悉焊接工艺评定有关标准。 二、实验器材 1、液压万能试验机1台 2、冲击试验机1台 3、直流电焊机1台 4、x射线探伤仪1台 三、实验内容及步骤 在焊接工艺中,我国几年公布了多项标准。在本次实验中执行中华人民共和 国行业标准jb4708-92《钢制压力容器焊接工艺评定》标准。具体步骤如下: (一)按jb4708-92标准填写焊接工艺指导书(见附表)。 (二)按附表二的规定施焊试件(板对接焊缝)。 (三)对焊缝进行外观检查。 主要是检查焊接接头表面有无裂纹、未焊透和未溶合。

钢筋焊接工艺性试验报告
格式:pdf
大小:145KB
页数:15P
4.4
v1.0可编辑可修改 1 杭黄铁路站前vii标大章坑大桥 钢筋焊接工艺试验报告 承包人:中铁二局杭黄铁路站前ⅶ标 监理人:华铁咨询杭黄铁路监理ⅶ标 2015年7月25日 目录 v1.0可编辑可修改 2 1、钢筋电弧焊工艺性试验报告 2、金属(焊接)拉伸试验报告 3、电焊工操作证书 4、钢筋电弧焊接作业指导书 v1.0可编辑可修改 3 钢筋电弧焊工艺性试验报告 电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊 件的金属,凝固后形成焊接接头。本工艺具有不需特殊设备,操作 工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质 量可靠,施工费用较低等优点。 一、指导依据: 1、铁路桥涵施工技术规范tb10203-2002 2、钢筋焊接及验收规程jgj18
钢筋焊接工艺试验报告
格式:pdf
大小:1.0MB
页数:63P
4.4
1 钢筋ф22搭接焊工艺试验报告 编号: 编制: 技术人员: 批准: 单位: 日期: 2 表b-1焊接工艺试验报告目录 序号报告名称报告编号页数 1焊接工艺试验报告dqhj0081 2焊接工艺试验指导书hjzd0081 3焊接工艺试验记录表/1 4焊接工艺试验检验结果/1 5焊接工艺作业指导书/2 3 焊接工艺试验报告 共1页第1页 工程(产品)名称钢筋焊件 试验报告 编号 dqhj008 委托单位xx建设公司 工艺指导 书编号 hjzd008 项目负责人依据标准《钢筋焊接及验收规程》(jgj18-2003) 试样焊接单位xx建设公司施焊日期 焊工xx资格代号xx级别中级 母材钢 号 hrb335规格φ22供货状态甲供生产厂家西林 化学成分和力学性

钢筋焊接工艺试验报告
格式:pdf
大小:247KB
页数:22P
4.6
v1.0可编辑可修改 11 项目 钢筋焊接工艺性能试验报告 施工单位: 监理单位:杭州信达投资咨询估价监理有限公司 项目监理部 年月日 v1.0可编辑可修改 2 目录 第1章工程概况及专业工程特点............................................1 工程概况........................................................................................1 编制依据........................................................................................1 本工程钢筋焊接情况特点.....................................
Q420E钢焊接工艺参数的正交试验优化设计相关
文辑推荐
知识推荐
百科推荐


职位:市政规划师
擅长专业:土建 安装 装饰 市政 园林


