




异种钢及法兰焊接
手工电弧焊作业指导书 施工单位中国建筑第五工程局有限公司工程名称二期供水工程等水务工程bt项目 分项工程名称异种钢焊接编号 施工班组施工班组实施时间 一、准备工作 1.1检查管口清理质量,对管内杂物进行清理。 1.2保证所有设备的完好性。如对口器的调试、调管机的起升制动情况等。 1.3所有参加施工的焊工必须通过焊工入场考试,焊工必须在考试合格的项目内进行管道的焊接。 1.4焊接接头组对前,用手工或机械方法清理其内外表面,在坡口两侧20mm范围内不 得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的物质。 1.5异种钢焊缝与母体的化学成分、金相组织、物理性能及力学性能都有较大的差别, 焊接时必须采取一定的特殊工艺措施才能获得满意的焊接接头。考虑异种钢焊接工艺时 必须根据这些特定的条件来确定焊接方法、焊接材料、工艺参数以及其他的措施。 1.6异种钢焊接材料的焊
编辑推荐下载
 40Cr气缸缸体与35钢法兰的焊接
40Cr气缸缸体与35钢法兰的焊接 40Cr气缸缸体与35钢法兰的焊接
格式:pdf
大小:149KB
页数:1P
 4.6
4.6
本中心为某卷板机焊接气缸,气缸缸体材质为40cr,两端装有法兰板,材质为35钢,焊接结构如图1a所示。此结构焊接后需对气缸内孔及法兰进行机械加工,同时还要保证气缸能够承受10mpa压力,因此不仅要避免在焊接过程中产生缺陷,同时还要保证焊件焊后的机械加工性能。本文通过对2种钢材的焊接性分析,选择了合适的焊接材料、合理的焊接工艺及焊后热处理措施,满足了构件的使用要求。
大尺寸A3钢法兰与40Cr轴的焊接 大尺寸A3钢法兰与40Cr轴的焊接
格式:pdf
大小:273KB
页数:2P
4.7
我厂电炉产品中有一部件,其结构尺寸如下图所示。在首次焊接时,由于未对这种异种钢的接头焊接性能作分析,就以下述工艺参数施焊:焊条为φ3.2mm的a132,焊前进行150℃×1h的烘干;焊接电流为100a,交流焊机。结果,在焊后的一天之内,焊缝和40cr母材
CB859-1977P30焊接钢法兰热门文档
40Cr钢法兰焊接接头断裂原因分析 40Cr钢法兰焊接接头断裂原因分析
格式:pdf
大小:421KB
页数:3P
4.7
通过宏观观察、金相分析和化学成分分析等方法,对40cr钢法兰焊接接头的断裂原因进行了分析。结果表明,40cr钢法兰焊接接头存在根部裂纹、焊趾裂纹、未熔合和未焊透等焊接缺陷,在应力的作用下,根部裂纹发生扩展,造成接头在使用过程中发生断裂。焊接工艺及操作不当导致法兰焊接接头产生根部裂纹,是其发生早期断裂的主要原因,并对焊接工艺提出了改进建议。
法兰、垫片及法兰的焊接形式
格式:pdf
大小:8KB
页数:2P
4.4
法兰:使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。 法兰间用衬垫密封。 法兰管件:指带有法兰(突缘或接盘)的管件。它可由浇铸而成,也可由螺纹连接或焊接 构成。 法兰联接:由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间, 拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使 联接严密不漏。法兰联接是一种可拆联接。按所联接的部件可分为容器法兰及管法兰。 按结构型式分:有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊 法兰。平焊法兰的刚性较差,适用于压力p≤4mpa的场合;对焊法兰又称高颈法兰,刚性较 大,适用于压力温度较高的场合。 法兰按与管子的连接方式可分为五种基本类型:平焊法兰、对焊法兰、螺纹法兰、承插 焊法兰、松套法兰。 平焊法兰:平焊法兰简称平板,又称搭焊法兰。平焊法兰与管道的连接
焊接法兰 (2)
格式:pdf
大小:33KB
页数:2P
4.6
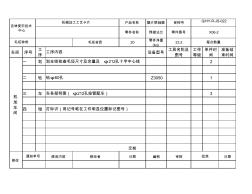
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
焊接法兰
格式:pdf
大小:33KB
页数:2P
4.6
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
法兰焊接工艺
格式:pdf
大小:8KB
页数:1P
4.4
法兰焊接工艺 所需设备及工具手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平 面尺一把。 焊前准备:1、检查调试设备,确保设备正常运转;2、准备φ4.0j506焊条 最好在300℃-350℃烘干一小时。 焊接过程:1、组装把椎体和大法兰按图纸要求组装在一起,再平均把大法兰 分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。 焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、 气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。 注意事项:1、打底时一定使用j506焊条手工堆焊,并采用小电流焊接。严 格按照焊接工艺焊接。2、再每焊接完一个位置,都要用水平尺卡一下法兰平面 的变形量。3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。
CB859-1977P30焊接钢法兰精华文档
6法兰筒体焊接
格式:pdf
大小:24KB
页数:1P
4.5
法兰基础环上法兰装配焊接工艺卡 产品名称大唐左云 上道工序筒体校圆 任务号 山西大唐 /201006-14-08 下道工序 底法兰与筒 体焊接 零件名称基础环材质q345e-z25规格δ=44mm 简图及说明: 序号工序名称及方法质量标准以及检验内容 1、 2、 3、 集:基础环筒节(1件)、基础环上法兰(1件) 装配:依图装配筒节和上法兰,要求上法兰带颈部分与 基础环筒节中间对齐,两边各余5mm,手工电弧焊定位 j507rh。允许最大错边量2.5mm. 焊缝在两个相邻螺栓孔中间。 焊:内、外环焊接+碳弧气刨清根: 埋弧自动焊焊接:jw-55w(h10mnsicrnicuii), hj101..φ4.0(φ5.0)mm焊丝,焊剂烘干。 焊条:j507rh。 气体保护焊:co2或co2+ar,焊丝jm-55ⅱ
焊接法兰
格式:pdf
大小:22KB
页数:1P
4.8
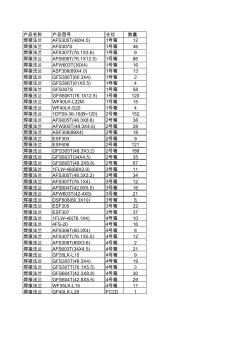
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
F51双相钢法兰F51法兰
格式:pdf
大小:51KB
页数:1P
4.6
f51双相钢法兰 无锡市威曼高登特钢有限公司133-7366-5027 f51供货规格: 圆钢、棒材、带材、管材、阀座、球体、法兰和锻件协商供应 f51化学成分: 合金cmnsipscrnimofe其他 f51≤0.03≤2≤1≤0.03≤0.0221~23 4.5 ~6.5 2.5 ~3.5 余量 n0.08 ~0.2 f51在常温下合金的机械性能的最小值: 合金 抗拉强度 rmn/mm2 屈服强度 rp0.2n/mm2 延伸率 a5% 布氏硬度 hb f5162045025290 f51具有以下特性: 双相不锈钢。22%铬双相(奥氏体/铁素体)钢(2205型),具有中等强度至高强度和良好 的抗普通腐蚀/应力、腐蚀/开裂的能力。 该合金具有耐受抗氯化物环境和硫化物应力腐蚀的能力,强度大约是标

不锈钢法兰与紫铜管的焊接
格式:pdf
大小:849KB
页数:3P
4.4
不锈钢法兰与紫铜管的焊接 作者:井维海,梁艳,陈伟,陈俊强,周世锋,周宝金,赵滨林 作者单位:井维海,梁艳,陈伟(哈尔滨空调股份有限公司,150088),陈俊强,周世锋,周宝金,赵滨林(机 械科学研究院哈尔滨焊接研究所,150080) 刊名: 焊接 英文刊名:welding&joining 年,卷(期):2011(6) 本文链接:http://d.g.wanfangdata.com.cn/periodical_hj201106016.aspx
安全气囊发生器不锈钢法兰储能焊接工艺 安全气囊发生器不锈钢法兰储能焊接工艺
格式:pdf
大小:124KB
页数:2P
4.8
文章提出了汽车安全气囊气体发生器不锈钢法兰一次压平电容储能凸点焊接工艺,根据产品的形状尺寸和性能要求,选择确认了接头凸点的大小和相应的电容储能焊机参数,设计了专用焊接和测试工装,通过试验确定了使用大功率储能焊接不锈钢法兰的可行性。
CB859-1977P30焊接钢法兰最新文档
《国家标准》GB1300-1977焊接用钢丝
格式:pdf
大小:110KB
页数:4P
4.6
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1

316L不锈钢法兰,304L不锈钢法兰
格式:pdf
大小:227KB
页数:2P
4.7
316l不锈钢法兰,304l不锈钢法兰 http://www.***.*** dgymbxgcl@163.com 东莞长安镇莞长路 111-113号 电话:0769-81556686 传真:0769-81556616 手机:13763291658 qq:269562713联系人:付先生 本厂专业生产销售高质量各种标准的弯头、法兰、三通、大小头、封 头、翻边、弯管、合金管件,承插管件,同时根据客户的要求特制各 种材质,非标、特厚壁不锈钢,合金钢弯管,材质如:q235、20#、 20g、16mn、321、304、304l、316、316l等各种管道配件.交货及时。 本厂管件产品的特点(gb/t12459-2005,gb/t13401-2005,ansi b16.9jisb2311-2313,gb/t9112-2000
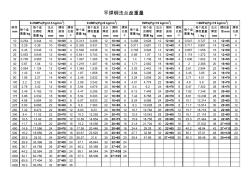
平焊钢法兰盘重量
格式:pdf
大小:87KB
页数:2P
4.5
100.2540.3441010×3540.3130.4091210×4040.4580.6281212×4040.5470.7271412×454 150.290.381010×3540.3350.4311210×4040.5110.6811212×4040.7110.8911412×454 200.450.5461210×4040.5360.6381410×4040.7480.9281412×4540.8671.0561612×504 250.5530.6491210×4040.6410.7431410×4040.891.071412×4541.1741.3721812×504 320.7950.9651212×404
 对焊钢法兰翻边挤冲工艺
对焊钢法兰翻边挤冲工艺 对焊钢法兰翻边挤冲工艺
格式:pdf
大小:466KB
页数:4P
4.4
在以自由锻锤为主的锻造生产单位,用翻边挤冲胎模锻工艺生产锻钢对焊法兰(见图1),能充分发挥胎模锻工艺灵活多样,模具投资少的优点,它
对船用搭焊钢法兰焊接问题的探讨 对船用搭焊钢法兰焊接问题的探讨
格式:pdf
大小:102KB
页数:未知
4.7
1存在问题gb/t2506—1989《船用搭焊钢法兰》是中华造船厂参照iso2084、iso2441编制的国家标准。其标准在编制时由于掌握资料的局限性,存在焊缝坡口型式及焊缝高度与船检规范不相符的情况,见图1和表1。
 法兰盘焊接手法圆管焊接手法
法兰盘焊接手法圆管焊接手法 法兰盘焊接手法圆管焊接手法
格式:doc
大小:66KB
页数:4P
4.9
焊接法兰盘和圆管是工业制造中的常见任务,它需要精确的手法和专业的技能。这篇文章将深入探讨法兰盘和圆管的焊接方法,帮助你更好地理解和执行这些焊接任务。我们将从基础理论开始,然后详细解释实际的焊接步骤和技巧,确保你能够安全、高效地完成工作。
安全气囊发生器不锈钢法兰储能焊接工艺 安全气囊发生器不锈钢法兰储能焊接工艺
格式:pdf
大小:233KB
页数:3P
4.3
本文提出了汽车安全气囊气体发生器不锈钢法兰一次压平电容储能凸点焊接工艺,根据产品的形状尺寸和性能要求,选择确认了接头凸点的大小和相应的电容储能焊机参数,设计了专用焊接和测试工装,通过试验确定了使用大功率储能焊接工艺设备焊接不锈钢法兰的可行性。
钢-铝焊接汽车传动法兰盘 钢-铝焊接汽车传动法兰盘
格式:pdf
大小:209KB
页数:1P
4.5
德国莱贝集团(leibergroup)开发成功一种可焊接钢与铝合金的工艺,用它焊接钢-铝乘用车传动法兰盘得到了很好的应用,可在4000nm以上的扭矩作用下长期工作,它的质量比全钢件的轻47%。
CB859-1977P30焊接钢法兰相关
文辑推荐
知识推荐
百科推荐


职位:预算主管
擅长专业:土建 安装 装饰 市政 园林


