自攻螺套安装方法


自攻螺套安装方法
自攻螺套安装方法一:当安装数量较少时,可以采取简易安装方法,具体就是采取对应规格螺栓 螺母的方法,将自攻螺套固定在对应型号的螺栓上,用同型号的螺母固定,使三者成为一个整体,再用扳手把螺套拧入底孔,后把螺栓退出来即可。
自攻螺套安装方法二:当安装数量较多时,可用专用自攻螺套安装工具,首先把自攻螺套安装到专用工具上,将装好螺套的工具旋入预制孔内一圈左右,在确保工具与预制孔端面垂直后再用力将螺套旋入,当自攻螺套端面低于预制孔端面0.2mm左右时,停止旋入并反向将专用工具旋出。自攻螺套安装工具尾端为一六角头,可连手动攻牙扳手,也可接电动或气动工具。
自攻螺套造价信息

自攻螺套用途
自攻螺套为一种带开槽或开孔的自攻型螺纹嵌入件,其中开槽型自攻螺套被推荐应用于大多数应用领域。在某些材料上,这种螺套提供完美的特定螺纹锁功效。如果还不行,一般推荐使用 307/308型,307/308型在材料切割困难方面做出了重大的突破。这种产品不但有很厚的壁,还有三个具有切削能力的圆孔分散于壁上,307/308产品特别适用于材料厚度不太宽裕的情况下。
一般没有要求的产品是无需安装自攻螺套的,但一些重要的连接部位,因拉力要求高或设计特别而需要安装。自攻螺套是严格根据ISO/TS16949质量体系来生产及检测的产品,自攻螺套应用几乎贯穿整个金属和塑料加工行业,产品已长期应用于汽车工业,民用和商用车引擎,变速器,航空工业,轨道车工业等,其质量从未受到质疑。
国际上自攻螺套材质(Materials)主要采用以下几种:
Unhardenedsteel 未硬化钢
Casehardened steel,zinc-plated淬火钢电镀锌
Casehardened steel ,zinc-plated,yellow chromate淬火钢电镀锌黄色钝化
Stainlesssteel不锈钢
Brass黄铜
国内自攻螺套采用的材质一般为碳钢和不锈钢两种,材料选用45或40Cr钢,调质250HB-280HB
1、碳钢1215:镀彩锌,适合用于铝合金,铜合金,塑胶等工程强度较低的基材上,表面渗碳热处理。
2、不锈钢SUS303(304、316、316L):适合用于铸铁等强度较高的产品上,表面钝化处理。
自攻螺套安装方法常见问题
-
自攻螺套系一不必预先攻螺牙,可直接旋入母材形成螺纹面,对于已溃牙之螺纹也能维持原一尺寸,合乎经济原则。对于新的制品,可增加螺纹强度,防止螺丝松动,即提高产品等级。在国外个先进国家已被广泛应用于汽车工业...
-
新乡华航是专业生产钢丝螺套(也叫螺纹丝套、螺纹护套、牙套)及配套工具(钢丝螺套丝锥、钢丝螺套安装扳手、冲断器、卸套器)、螺套塞规的厂家.**:0373-3522737.
-
1)先将旋入芯棒向后拉到底。 2)将钢丝螺套从套筒的槽口处放入套筒内,让安装柄端朝前对着引导头。 3)将旋入芯棒向前推,穿过钢丝螺套体,并使旋入芯棒端头的槽口卡住钢丝螺套的安装柄上。 4)旋动手柄,在...
| 302型(开槽型) |
长度 (mm) |
外螺纹 |
参考钻孔直径(mm) |
钻孔深度 (mm) |
||
| 塑胶 |
铝合金 |
铸铁 |
||||
| M2-0.4 |
6 |
M4.5-0.5 |
4.0-4.1 |
4.1-4.2 |
4.2-4.3 |
8 |
| M2.5-0.45 |
6 |
M4.5-0.5 |
4.0-4.1 |
4.1-4.2 |
4.2-4.3 |
8 |
| M3-0.5 |
6 |
M5-0.5 |
4.5-4.6 |
4.6-4.7 |
4.7-4.8 |
8 |
| M3.5-0.6 |
8 |
M6-0.75 |
5.3-5.4 |
5.5-5.6 |
5.6-5.7 |
10 |
| M4-0.7 |
8 |
M6.5-0.75 |
5.8-5.9 |
6.0-6.1 |
6.1-6.2 |
10 |
| M5-0.8 |
10 |
M8-1.0 |
7.1-7.2 |
7.3-7.5 |
7.5-7.6 |
13 |
| M6-1.0 |
12 |
M9-1.0 |
8.1-8.2 |
8.3-8.5 |
8.5-8.6 |
15 |
| M6-1.0 |
14 |
M10-1.5 |
9.0-9.2 |
9.2-9.3 |
9.3-9.4 |
17 |
| M8-1.25 |
15 |
M12-1.5 |
10.8-11.0 |
11-11.2 |
11.2-11.4 |
18 |
| M10-1.5 |
18 |
M14-1.5 |
12.8-13.0 |
13.0-13.3 |
13.2-13.4 |
22 |
| M12-1.75 |
22 |
M16-1.5 |
14.8-15.0 |
15.0-15.3 |
15.2-15.4 |
26 |
| M14-2.0 |
24 |
M18-1.5 |
16.8-17.0 |
17.0-17.3 |
17.2-17.4 |
28 |
| M16-2.0 |
22 |
M20-1.5 |
18.8-19.0 |
19.0-19.3 |
19.2-19.4 |
27 |
| M18-2.5 |
24 |
M22-1.5 |
20.8-21.0 |
21.0-21.3 |
21.2-21.4 |
29 |
| M20-2.5 |
27 |
M26-1.5 |
24.8-25.0 |
25.0-25.3 |
25.2-25.4 |
32 |
| M22-2.5 |
30 |
M26-1.5 |
24.8-25.0 |
25.0-25.3 |
25.2-25.4 |
36 |
| M24-3.0 |
30 |
M30-1.5 |
28.8-29.0 |
29.0-29.3 |
29.2-29.4 |
36 |
| M27-3.0 |
30 |
M34-1.5 |
32.8-33.0 |
33.0-33.2 |
33.2-33.4 |
36 |
| M30-3.5 |
40 |
M36-1.5 |
34.8-35.0 |
35.0-35.2 |
35.2-35.4 |
46 |
介绍:
自攻螺套安装不必预先攻螺纹,可直接使用安装工具将其旋入母材预留的特定孔中,对于已溃牙之母螺纹也能使用和原来相同的螺丝,经济美观,对于新制品更可增加其螺纹强度。自攻螺套(自攻牙套)现已广泛运用于汽车工业、轨道车工业、船舶工业、家电用品、建筑机械、事务机器、电子产品、工程塑料、高级组合家具、铝压铸等行业。自攻螺丝分类一般有铁板牙,木牙F是指头型,一般为沉头,A一般是指A型牙也就是尖尾牙,B一般是指B型牙,也就是平尾牙。

自攻螺套底孔尺寸选择
B——底孔直径 MM
C——倒角直径 MM
T——底孔深度 MM
S——板料最小厚度 MM
| 自攻螺套底孔尺寸规格 单位:MM |
|||||||
| 自攻螺套内孔 |
B |
C |
T |
S |
|||
| 1类 |
2类 |
3类 |
|||||
| M3 |
Ⅰ |
4.7 (0~0.1) |
4.7 |
4.6 |
5.8 |
8 |
6 |
| M4 |
Ⅰ |
6.1 (0~0.1) |
6 (0~0.1) |
5.9 (0~0.1) |
7.4 |
10 |
8 |
| Ⅱ |
6.1 (0~0.1) |
6 (0~0.1) |
5.9 (0~0.1) |
7.4 |
8 |
6 |
|
| M5 |
Ⅰ |
7.5 (0~0.1) |
7.3 (0~0.1) |
7.2 (0~0.1) |
9.2 |
13 |
10 |
| M6 |
Ⅰ |
9.4 (0~0.2) |
9 (0~0.2) |
8.8 (0~0.2) |
12.2 |
17 |
14 |
| Ⅱ |
9.4 (0~0.2) |
9 (0~0.2) |
8.8 (0~0.2) |
12.2 |
13 |
10 |
|
| M8 |
Ⅰ |
11.2 (0~0.2) |
11 (0~0.2) |
10.8 (0~0.2) |
14.5 |
18 |
15 |
| Ⅱ |
11.2 (0~0.2) |
11 (0~0.2) |
10.8 (0~0.2) |
14.5 |
17 |
14 |
|
| M10 |
Ⅰ |
13.2 (0~0.2) |
13 (0~0.2) |
12.8 (0~0.2) |
16.5 |
22 |
18 |
| Ⅱ |
13.2 (0~0.2) |
13 (0~0.2) |
12.8 (0~0.2) |
16.5 |
18 |
15 |
|
| M12 |
Ⅰ |
15.2 (0~0.2) |
15 (0~0.2) |
14.8 (0~0.2) |
18.5 |
26 |
22 |
1类:铸铝合金及挤压铝合金 бb>350 N/mm
2类:挤压铝合金及其它铝合金 бb=300 N/mm~350 N/mm
3类:非金属及其它合金 бb<300 N/mm
| 规格 |
编号 |
内螺纹 (inch ) |
外螺纹 (mm) |
长度 (mm) |
盲孔最小 钻孔深度 (mm) |
|
| A |
E |
P |
B |
T |
||
| 英制螺纹 |
302 000 525 … |
1/4 |
10 |
1.5 |
14 |
17 |
| 302 000 531 … |
5/16 |
12 |
1.5 |
15 |
18 |
|
| 302 000 537 … |
3/8 |
14 |
1.5 |
18 |
22 |
|
| 302 000 544 … |
7/16 |
16 |
1.5 |
22 |
26 |
|
| 302 000 550 … |
1/2 |
18 |
1.5 |
22 |
26 |
|
| 302 000 562 … |
5/8 |
20 |
1.5 |
22 |
27 |
|
| UNC |
302 000 604 … |
4-40 |
5 |
0.5 |
6 |
8 |
| 302 000 606 … |
6-32 |
6 |
0.75 |
8 |
10 |
|
| 302 000 608 … |
8-32 |
6.5 |
0.75 |
8 |
10 |
|
| 302 000 610 … |
10-24 |
8 |
1 |
10 |
13 |
|
| 302 000 625 … |
1/4-20 |
10 |
1.5 |
14 |
17 |
|
| 302 000 631 … |
5/16-18 |
12 |
1.5 |
15 |
18 |
|
| 302 000 637 … |
3/8-16 |
14 |
1.5 |
18 |
22 |
|
| 302 000 644 … |
7/16-14 |
16 |
1.5 |
22 |
26 |
|
| 302 000 650 … |
1/2-13 |
18 |
1.5 |
22 |
28 |
|
| 302 000 662 … |
5/8-11 |
20 |
1.5 |
22 |
27 |
|
| UNF |
302 000 704 … |
4-48 |
5 |
0.5 |
6 |
8 |
| 302 000 706 … |
6-40 |
6 |
0.75 |
8 |
10 |
|
| 302 000 708 … |
8-36 |
6.5 |
0.75 |
8 |
10 |
|
| 302 000 710 … |
10-32 |
8 |
1 |
10 |
13 |
|
| 302 000 725 … |
1/4-28 |
10 |
1.5 |
14 |
17 |
|
| 302 000 731 … |
5/16-24 |
12 |
1.5 |
15 |
18 |
|
| 302 000 737 … |
3/8-24 |
14 |
1.5 |
18 |
22 |
|
| 302 000 744 … |
7/16-20 |
16 |
1.5 |
22 |
26 |
|
| 302 000 750 … |
1/2-20 |
18 |
1.5 |
22 |
28 |
|
| 302 000 762 … |
5/8-18 |
20 |
1.5 |
22 |
27 |
|
| 307型 (三圆孔) |
长度 (mm) |
外螺纹 |
参考钻孔直径(mm) |
钻孔深度 (mm) |
|
| 铝合金 |
铸铁 |
||||
| M3-0.5 |
4 |
M5-0.6 |
4.6-4.7 |
4.7-4.8 |
6 |
| M4-0.7 |
6 |
M6.5-0.8 |
6.0-6.1 |
6.1-6.2 |
8 |
| M5-0.8 |
7 |
M8-1.0 |
7.4-7.5 |
7.6-7.7 |
9 |
| M6-1.0 |
8 |
M10-1.25 |
9.3-9.4 |
9.5-9.6 |
10 |
| M8-1.25 |
9 |
M12-1.5 |
11.1-11.3 |
11.3-11.5 |
11 |
| M10-1.5 |
10 |
M14-1.5 |
13.1-13.3 |
13.3-13.5 |
13 |
| M12-1.75 |
12 |
M16-1.75 |
15.0-15.3 |
15.3-15.5 |
15 |
| M14-2.0 |
14 |
M18-2.0 |
17.0-17.2 |
17.3-17.5 |
17 |
| M16-2.0 |
14 |
M20-2.0 |
19.0-19.2 |
19.3-19.5 |
17 |
| 308型 (三圆孔) |
长度 (mm) |
外螺纹 |
参考钻孔直径(mm) |
钻孔深度 (mm) |
|
| 铝合金 |
铸铁 |
||||
| M3-0.5 |
6 |
M5-0.6 |
4.6-4.7 |
4.7-4.8 |
8 |
| M4-0.7 |
8 |
M6.5-0.8 |
6.0-6.1 |
6.1-6.2 |
10 |
| M5-0.8 |
10 |
M8-1.0 |
7.4-7.5 |
7.6-7.7 |
13 |
| M6-1.0 |
12 |
M10-1.25 |
9.3-9.4 |
9.5-9.6 |
15 |
| M8-1.25 |
14 |
M12-1.5 |
11.1-11.3 |
11.3-11.5 |
17 |
| M10-1.5 |
18 |
M14-1.5 |
13.1-13.3 |
13.3-13.5 |
22 |
| M12-1.75 |
22 |
M16-1.75 |
15.0-15.3 |
15.3-15.5 |
26 |
| M14-2.0 |
24 |
M18-2.0 |
17.0-17.2 |
17.3-17.5 |
28 |
| M16-2.0 |
24 |
M20-2.0 |
19.0-19.2 |
19.3-19.5 |
28 |
1、针对不同的加工材质,参考钻孔尺寸规格,进行预钻孔加工。当对应材质硬度较高时,请在钻孔范围内稍微加大所开的底孔。
2、螺套开槽一端向下,将自攻螺套完全安装进工具前端,须垂直接触工件。装入时(1~2螺距)请确认对准底孔,绝不可倾斜。发现倾斜时,请不要反转工具并重新调整再使用。当进入1/3~1/2以后,便不可重新再来。另外,请不要反向旋转工具,否则会造成产品故障。
3、自攻螺套装配后应低于零件表面至少1mm。
自攻螺套安装方法文献

 自攻螺套批发,内外牙螺套生产,不锈钢自攻螺套,开槽自攻螺套,孔型螺套,槽型螺套,非标自攻螺套生产厂家。
自攻螺套批发,内外牙螺套生产,不锈钢自攻螺套,开槽自攻螺套,孔型螺套,槽型螺套,非标自攻螺套生产厂家。
自攻螺套批发,内外牙螺套生产,不锈钢自攻螺套,开槽自攻螺套,孔型螺套,槽型螺套,非标自攻螺套生产厂家。
 铝件螺孔钢丝螺套安装方法
铝件螺孔钢丝螺套安装方法
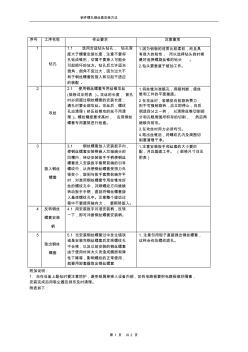
铝件螺孔钢丝套安装方法 第 1 页 共 2 页 附加说明: 1. 当在设备上配钻时要注意防护,避免铝屑掉掉入设备内部,如有电路板要把电路板做好隔离, 安装完成后用吸尘器及抹布及时清理。 附表如下: 序号 工序名称 作业要求 注意事项 1 钻孔 1.1 选用合适钻头钻孔, 钻孔深 度大于螺套安装长度,注意不要将 孔钻成锥形,切屑不要掉入可能会 引起损坏的地方。钻孔后允许适当 倒角,倒角不宜过大,因为过大不 利于钢丝螺套的旋入和引起不适应 的装配 。 1.因为铝板的材质比较柔软,而且具 有很大的粘性, 所以选择钻头的时候 最好选择螺旋丝锥的钻头 。 2.钻头要垂直于被加工件。 2 攻丝 2.1 使用钢丝螺套专用丝锥攻丝 (规格详见附表 )。攻丝的长度, 盲孔 时必须超过钢丝螺套的安装长度; 通孔时要全部攻丝。攻丝后,螺纹 孔应清理(挤压丝锥攻的丝不用清 理)。螺纹精度要求高时, 应用钢丝
英文名称:Ensat Self Tapping Inserts,the Ensat Self-Tapping threaded insert
中文名称:Ensat自攻螺套,Ensat自攻嵌件
Ensat自攻螺套是由德国Kerb Konus所开发的专利产品,产品经特别设计及处理,能有效地自行攻入各种不同材料内而不会松脱。
Ensat自攻螺套是一种带开槽或开孔的自攻型螺纹嵌入件,其中开槽型自攻螺套(Ensat-S 302)被推荐应用于大多数应用领域。在某些材料上,这种螺套提供完美的特定螺纹锁功效。如果还不行,我们推荐使用Ensat-SB 307/308,307/308型在材料切割困难方面做了重大的突破。这种产品有很厚的壁,还有三个具有切削能力的圆孔分散于壁上,307/308产品特别适用于材料厚度不太宽裕的情况下。
Ensat自攻螺套材质(Materials)主要以如下几种为主:
未硬化钢 unhardened steel
淬火钢,镀锌 Case hardened steel ,zinc-plated
淬火钢,镀锌,黄色钝化(黄色络酸盐)Case hardened steel ,zinc-plated,yellow chromated
不锈钢 Stainless steel
黄铜 Brass
Ensat自攻螺套常用规格有:302型、303型、304型、305型、307/308型、309型、317/318型、337/338型、347/348型等。下图为302型和307/308型规格参数示意图。
自攻螺套相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 石膏几何体权威教材
- 薄荷小院儿
- 船舶用碳钢和碳锰钢无缝钢管
- 热镀铅锡合金碳素钢冷轧薄钢板及钢带
- 大型碳钢锅炉软化水系统
- 开票价
- A283GRB碳素钢
- 低碳钢冷轧钢带(YB/T5059
- CHE420T碳钢焊条
- 高压碳钢法兰
- 空茎美国薄荷
- 金开大道
- 10kV开闭所的设计安装运行和检修
- 延时开关
- 85号碳素钢
- 碳素钢缺陷
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 智能建筑电气安装中的质量控制
- 基于风险接受准则的建筑工程风险评价和决策方法
- 有限元解Biot固结方程时初始参数选取方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 引进10000m^3/h空分设备的流程及安装特点
- 中国制冷空调设备维修安装企业资质等级认证评审公示
- 中厚板生产线升级改造设备中心线基准的测量方法
- 医院工程电气、弱电、消防火灾报警安装工程监理细则
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司