三级铸钢锚链补焊技术要求
《三级铸钢锚链补焊技术要求》是1999年6月1日发布的一项行业标准。
三级铸钢锚链补焊技术要求基本信息
| 中文名 | 三级铸钢锚链补焊技术要求 [1] | 标准号 | CB/T 3880-1999 |
|---|---|---|---|
| 批准发布部门 | 中国船舶工业总公司 | 发布日期 | 1999-06-01 |
| 实施日期 | 1999-06-01 | ||
备案信息
备案号:4514-19992100433B
三级铸钢锚链补焊技术要求造价信息
三级铸钢锚链补焊技术要求常见问题
-
1.焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。 2.制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。 3...
-
一、一些关于电弧焊操作的规定: 1、钢筋电弧焊包括帮条焊、搭接焊、坡口窄间隙焊和熔槽帮条焊5种接头型式。焊接时,应符合下列要求: ○1、应根据钢筋牌号、直径、接头型式和焊接位置,选择焊条。焊接工艺和焊...
三级铸钢锚链补焊技术要求文献

 三级锚链铸钢件断裂原因分析
三级锚链铸钢件断裂原因分析
三级锚链铸钢件断裂原因分析
船用三级锚链钢的可焊性
船用三级锚链钢的可焊性
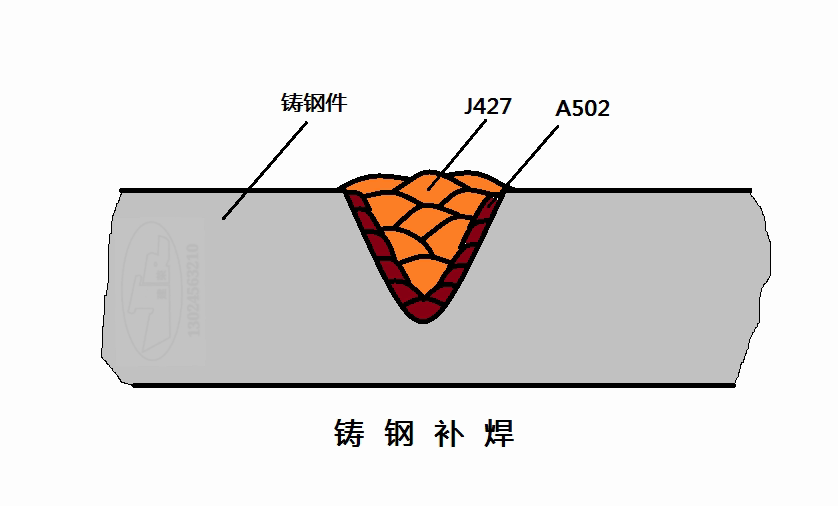
有一体积较大的液压件外壳(ZG310-570),在使用中发现有80mm长曲线裂纹,己补焊过二次,现在裂纹沿焊缝边伸长至220mm左右,分析两次失败原因大约为:①清理缺陷不彻底。②焊接电流过大或采用连续焊。③该铸钢铸造质量差。④该液压件压力大而且泄压频繁。⑤两次补焊造成应力扩散。
根据上述原因采取如下操作工艺焊接后,经一年多使用一切正常:
1,焊前清理:首先清理铸件外壳表面油、污等,略加热看清裂纹终始端钻止裂孔,再将裂纹及焊缝用气刨清理干净,并用手砂轮磨去氧化皮,使其露出金属光泽;。
2,焊机与焊材选用:①焊机用直流型400。②焊材采用过渡层,用ø3.2 A502 250℃烘1h;填充、盖面层用J427,350℃烘1h。
3,预热:在施焊区域预热400~500℃。
4,电流:A502采用电流90~100A;J427采用电流100~110A,在保证熔合良好的情况下,焊速稍快些。
5,操作手法:A502在坡口上焊较薄的一层,其余用J427填充和盖面;在整个施焊过程中要分小段焊、分散焊、交叉焊;焊条不摆动;每小段焊完就立即锤击,舒展张力,减少应力;层间温度控制在150℃以下;焊后缓冷。总的来说要减少热输入,降低焊接应力。
本文为“威尔鼎王”原创,特此声明。
1.按制造方法分类
有铸钢锚链、闪光焊接锚链、锻造锚链。
2.按链环结构分:
有档链和无档链。
3.按照用途分:船用锚链和海洋系泊链。
4.按钢材级别分:船用链分AM1、AM2、AM3三级,系泊链分R3、R3S、R4、R4S、R5。
本标准适用于汽轮机缸体、主汽阀门、调节阀门、三通和隔板等铸钢件及锻件的补焊,也适用于电站其他铸钢件的补焊。
三级铸钢锚链补焊技术要求相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 金杯电工股份有限公司
- 常州安心家居有限公司
- 杭州炬星环保科技有限公司
- 广州精格净水设备科技有限公司
- 长沙晟高环保科技有限公司
- 山东久泰环保科技有限公司
- 江苏美淼环保科技有限公司
- 桂花全椒古1号
- 桂花绩溪古1号
- 桂花泾县古3号
- 双层电梯
- 船用生活给排水塑料管
- 臂式起重机
- 文化公园景观设计
- 机电一体化设备安装与调试
- 接触网检修车
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 应用VE进行盐田技术改造
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 建筑防水材料及工程技术研讨会
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 云计算技术在计算机数据处理中的应用分析与发展对策
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司