摩擦密封材料用包芯纱
《摩擦密封材料用包芯纱》是2012年12月28日发布的一项行业标准。
摩擦密封材料用包芯纱基本信息
| 中文名 | 摩擦密封材料用包芯纱 | 标准号 | JC/T 2099-2012 |
|---|---|---|---|
| 技术归口 | 全国非金属矿产品及制品标准化技术委员会 | 发布日期 | 2012-12-28 |
| 批准发布部门 | 工业和信息化部 | 实施日期 | 2013-06-01 |
焦红斌、钱秦等。
摩擦密封材料用包芯纱造价信息
南通新源特种纤维有限公司、咸阳非金属矿研究设计院有限公司等。
摩擦密封材料用包芯纱常见问题
-
NBR丁晴橡胶EPDM三元乙丙橡胶VITDN氟橡胶PTFE聚四氟乙烯(也成铁氟龙)PCTFE聚三氟氯乙烯PEEK聚醚醚酮PI 聚酰亚胺以及石墨,帆布,纤维,以及用于金属密封圈的不锈钢,游丝合金,镍合金...
-
密封材料以其形态分为流体密封材料、非流体密封材料、动密封和静密封四大类。 能承受接缝位移以达到气密、水密的目的而嵌入建筑接缝中的定形和非定形的材料。 泵用密封 盘根:盘根是传统的密封产品,使用历史悠久...
-
你好,一共有4种: 1、是采用密封胶用胶枪打上胶; 2、是采用玻璃胶,用法和密封胶一样,但是效果要比密封胶好的多; 3、是把漏水的管件拆下来,如果您能确定不是管件的问题,只要买一盒生料带然后将管件的螺...
摩擦密封材料用包芯纱文献

 密封材料常识
密封材料常识
密封材料 密封材料引就是指能承受接缝位移以达到气密、水密目的而嵌入建筑接缝中的材料称 为密封材料。 密封件材料有金属材料 (铝、铅、 铟、不锈钢等) ,也有非金属材料 (橡胶、 塑料、陶瓷、石墨等)、复合材料(如橡胶 -石棉板、 气凝胶毡 -聚氨酯),但使用最多的是 橡胶类弹性体材料。 目 录 1简介 2分类 3特性 4应用 5用途 6使用条件 7泄漏 1简介 中文:密封材料 英文: sealing material 其他名称:密封垫片 ,金属缠绕垫片,金属环垫片 ,石墨增强垫片 ,金属包覆垫片 ,四氟垫 片,非石棉垫片 ,无石棉垫片 ,橡胶垫片 ,电子绝缘垫片 ,管道垫片,空压机垫片,法兰垫片 ,阀门 垫片 ,气缸垫片,文博密封 2分类 密封材料以其形态分为流体密封材料、非流体密封材料、动密封和静密封四大类。 能承受接缝位移以达到气密、水密的目的而嵌入建筑接缝中的定形和非定形的材料。
 常用密封材料
常用密封材料
常用填料密封的材料及特性是什么 ? 常用的填料有 : 1、合成纤维加聚四氟乙烯 采用合成纤维〔 SYNTHEPAK) ,在制造时,加入聚四氟 乙烯 (PTFE)于股线中,然后编织制成,这种制造程序,减少了中心干燥的坏处,适用 于旋转、往复式的机械上,以及抗中强度的酸与碱、石油、合成油、溶剂与蒸汽等介 质。最高耐压 3.5MPa,最高耐温 290℃ ,耐低温一 110℃。 2、合成纤维 在盘根的角部结合了合成纤维 (SYNTHEPAK) ,制成了耐用而无污染、 抗磨损的盘根。更适于旋转与复式的运动。适用于酸、碱、气体、石油、合成油、蒸 汽、盐水与泥浆的介质。最高耐温 290℃ ,耐低温一 110℃ ,最高耐压 3.5—17.5Mpa , 转速 2250r/min。 3、纤维加黑铅 采用人造纤维普通辫编法而成,含有矿物性润滑剂并进行黑铅处理, 质地非常柔软,易于安装,

摩擦纺纱机适纺产品

目前,适用于摩擦纺纱工艺的主要产品,还是以粗号纱、特粗号纱为主。以下几类产品是最为理想的代表。
1 具有高强、隔热、阻燃、耐磨等功能的摩擦密封材料骨架用纱线。如芳纶包芯纱、含金属丝复合纱、亚克力复合包芯纱、芳砜纶高温过滤纱等。此类纱线往往用于工业用品,如各式离合器面片骨架材料、高级刹车带基布、隔热盘根、阻燃输送带、防割手套等。其原料一般是传统纺纱模式难以驾驭的功能性纤维,如玻纤、芳纶、碳纤维等等。
2 具有良好膨体和密度兼具的缠绕式液体过滤芯纱。如摩擦纺丙纶过滤纱,因其独特的外层缠绕结构,使缠绕的过滤芯不仅过滤精度高,而且流量大。深得用户的青睐。其它如摩擦纺脱脂棉滤芯纱、摩擦纺玻璃纤维耐高温滤芯纱等也都各具特色,产品具有较高的附加值。
3 废纺工程产品。在浙江温州等地,精明的商家将各类纤维下脚料,通过摩擦纺纱机,开发成了具有鲜明特色的清洁拖把纱、擦地巾纱等,产品很是畅销。而同样用下脚料纺成的钢丝绳、电线、电缆芯纱等产品,不仅做到了废物利用,也创造了极为可观的经济效益。
文/司秀燕 南树伦 沃光辉 左长军 山东基德生态有限公司
为提高氨纶包芯纱的成纱质量,提升值车工的操作技术水平,达到规范操作的目的,在无“省颁”“部颁”操作标准的情况下,我公司经过反复摸索,制定出了《氨纶包芯纱细纱工作法》。
本工作法中没有做出具体要求的项目按原有的《细纱操作法》执行,在本操作法中单独做出单独规定的项目按本工作法的要求执行。
1生头单项操作
生头单项操作要求动作快捷、连贯、准确,并做到动作稳、少接空头,提高生产效率。
(1)左手拿纱管,右手拇指捏住准备好的包芯纱往纱管底部缠绕3-5圈,在缠绕时,左手拇指捏住纱尾,右手往管上缠绕纱条时,将纱尾压住,以防缠绕不紧接空头。
(2)绕纱条后左手拇指压住绕在管上的纱条,拿好纱管,准备接头,接头时,右手拇指引纱,引纱后将纱条夹在无名指第一关节处,同时小指紧靠无名指夹住纱条,见图1。

图1 准备接头
(3)引纱后要看准钢丝圈的位置,搭头长度在3cm左右为宜,在不影响插管和提纱的前提下,应尽量缩短搭头长度,提高接头速度。
(4)左手拿管时略倾斜,纱管底部倾向锭杆,纱管靠近钢领板,用右手食指将钢丝圈带到钢领中心偏右,将纱条挂在钢丝圈上,然后插管、提纱、绕导纱钩、掐头,见图2。

图2 挂在钢丝圈
(5)插管后,用右手中指第一关节提纱,用手腕的带动中指将纱条绕入导纱钩内,在绕导纱钩的同时进行掐头,见图3。

图3 绕导纱钩
(6)掐头位置在右手食指第一关节中部,食指与无名指平齐,纱条绷紧,中指靠近食指关节后用中指肚掐头,见图4,要求动作快,掐头后右手拇食指掐住纱条,从前皮辊与中铁棍之间拎头,见图5,拎头时,右手拇指捏住纱条在3cm左右,手松开后接出疙瘩,使结头处的粗节及无丝处在络筒上用电清清除。

图4 掐头

图5 绕皮辊拎头
(7)接头后,用右手食指将吸入笛管的丝迅速掐断完成接头动作。
2巡回工作
在实际生产中,因氨纶包芯纱系列品种操作难度大,纺40支及以上品种时每人看管3台细纱机。
2.1 巡回要求
(1)每巡回规定时间为5分钟。
(2)目光运用:进出车档时执行省地方标准五看,即:进车档全面看、进了车档分段看、换纱接头周围看、出车档回头看、跨车档侧面看。
(3)对车档内出现的飘头、飘丝、缠皮辊、绕罗拉、飞花、跳管等紧急情况必须及时处理。
2.2 巡回中的三先三后
(1)飘头与断头,应先处理飘头后处理断头。
(2)简单头与复杂头,应先处理简单的断头,后处理复杂的断头。
(3)缠皮辊与断头,应先将缠皮辊的两只头打断,把丝倒好后再处理断头。
2.3 巡回中的具体工作
(1)值车工必须加强巡回,检查氨纶丝的喂入是否经正常通道。
(2)值车工在巡回中发现有断丝纱后,应立即打断重新换管生头,严禁无丝纱流入后工序。
(3)值车工在巡回时结合清洁图表,随时保持机台清洁,做清洁时不准造成人为疵点和断头。
(4)巡回过程中随时检查丝的位置,必须在须条中间或稍偏左,如发现不正常现象立即通知检修工调整。
(5)值车工在巡回中做到手摸皮辊,检查是否有刀伤、划伤、缠伤现象,有伤损的皮辊必须及时更换。
(6)落纱前做好管纱检查工作,有漏丝偏丝等疵点及时卡出,并做好车档地面清洁工作。
(7)换丝前做好氨纶丝的检查工作,确认无混乱、不合格丝后方可上机生产。
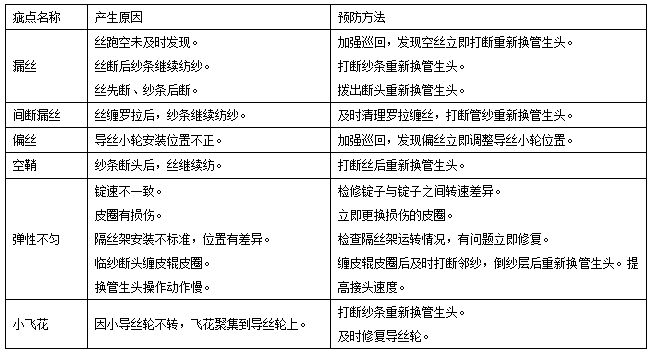
3氨纶包芯纱疵点产生的原因及预防方法
氨纶包芯纱疵点产生的原因及预防方法见表1。
表1 氨纶包芯纱疵点产生的原因及预防方法
4疵品处理方法
在实际生产中造成的疵品纱,应及时分析后妥善处理,能纺入合格品中的纱,不准纺入副牌内,能纺入副牌纱内,不准倒成回丝。
4.1 漏丝纱
卡出的漏丝纱用修针挑纱条,分辨到漏丝纱与正常纱中间位置后挑断纱线,用粉印做标记,将漏丝纱纺入副牌纱内。
4.2 偏丝
卡出的严重偏丝纱,从偏丝处挑断后,用粉笔做标记,偏丝部分纺入副牌纱内。
4.3 其它疵点纱
纱线上出现间断漏丝、空鞘、弹性不匀、条干不匀、小飞花等疵点,均要抖掉疵点后纺合格品内。
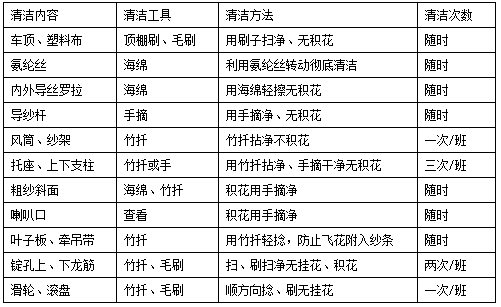
5氨纶包芯纱清洁图表
细纱值车工清洁图表和细纱落纱工清洁图表分别见表2、表3。
表2 细纱值车工清洁图表
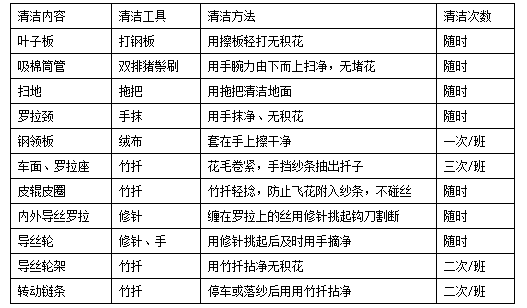
表3 细纱落纱工清洁图表
8月31日上午,纺纱一车间新增的10台氨纶包芯纱装置,经过相关人员的共同努力,按时完成了安装任务,顺利投入生产。

为进一步调整品种结构,公司决定在纺纱一车间新增加10台氨纶包芯纱装置。接到任务后,纺纱一车间立即组织相关人员召开安装专题会议,协商确定安装机台位置,在保证车间现有产、质量不受影响的情况下,做好生产计划调整和设备安装前的准备工作,并组织车间管理人员、各工段精干力量组成安装队,确保安装任务顺利完成。

氨纶包芯纱装置到位后,车间按制订的安装进度,快速展开安装工作。为使设备尽快的投产达效,安装人员每天早来晚走,放弃了周日休息时间,以平均每天2台的速度,保质保量的完成了安装任务。在安装的同时,为保证包芯纱产品质量,纺纱一车间细纱工段还对该区域10台车的喇叭口、9台车的钢令、3台车的锭带进行了更换。(王新波)
摩擦密封材料用包芯纱相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 摩擦片
- 摩擦速度
- 摩根智能
- 摩根海登皇格技术陶瓷(无锡)有限公司
- 摩登家居饰品(深圳)有限公司
- 摩登样板间Ⅳ 欧式风尚
- 撒哈拉AP2
- 撞杆式无压风门
- 操作冲击电流
- 操作平台
- 操作机
- 擎德洁净系统工程(苏州)有限公司
- 擎雷(上海)防伪科技有限公司
- 擦拭布
- 擦镜纸
- 攀枝花中水电七局市政工程有限公司
- 云南2020年07月(5-7月)水泵信息价数据包
- 中国水电联合体13亿美元总承包尼日利亚水电站项目
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 宜宾金沙江公铁两用桥混凝土系杆拱现浇支架施工设计
- 云南2020年07月(5-7月)板材信息价数据包
- 在杭房屋建筑工程施工总承包特级企业信用排行汇总表
- 低摩擦低泄漏新型旋转式空调压缩机的设计与分析
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 中包联塑包委年会暨塑包材料新技术研讨会
- 应用案例常州地铁1号线列车扶手采用304L不锈钢
- 因地制宜采用毛石加粘土护坡防治流砂涌入基坑的尝试
- 云南电网工程2013版建设预算费用构成及计算程序
- 基于升压DC-DC变换器的白光LED驱动芯片
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司